Design for joining and assembly: Part 3
Gary Kardys | February 01, 2020This article is the conclusion of Welding Digest’s series on design for joining and assembly. (Part 1 and Part 2)
There are many questions to ask and answer during development of the assembly and joining design process, including:
What types of joints are required – permanent, removable or semi-permanent?
What are the materials of construction? Can alternative materials be used or qualified for use?
What processes are viable for fabricating the parts into a final assembly?
What processes are viable for joining the fabricated parts into a final assembly?
What are the design limitations, safety concerns and quality critical steps in the joining processes?
Who will design the joint or bond between the components?
What standards, design guides and analysis methods will be used to optimize joint design?
How much flexibility is there for adjusting the joint or part design for different processes?
What standard fasteners or components, filler alloys, gases and cleaning products are needed for joining?
How heavy are subcomponents? Will specialized the assembly job require specialized lifting equipment and material handling equipment?
Is a qualified Joining Procedure Specification (WPS, BPS, etc.) available?
Are qualified welders or assemblers available?
What inspection methods will be used to assure joint quality in the assemblies?
Are qualified inspectors available?
This article will answer some of these questions.
Material and joining process selection
The materials selection and joining processes should be considered early in the design process before detailed geometries of the parts are developed so the parts can be tailored to the optimum joining processes for the assembly. The materials impact the viability of both fabrication and joining methods. Considering the joining processes after the materials are selected and parts are designed will limit the number of suitable assembly processes. Glass, ceramics, concrete and other brittle materials are difficult to handle and join without breaking, so these materials are typically avoided where possible. Flexible webs such as fabrics, paper, rubber sheet and plastics films should be avoided as well due to the difficulties of controlling their motion and position during assembly.
 Figure 1: Interaction between materials of construction, part design and fabrication and assembly design and joining process. Source: IEEE GlobalSpecOne of the first questions to answer in design for assembly is whether the joints between components are removable or permanent. If permanent joints are required, then the next step is to select a viable permanent joining process such as welding, brazing or soldering, adhesive bonding, riveting, clinching, or mechanical interlocking. Next to consider is the best joining process for the application requirement and materials of construction. If welding is not viable for joining the parts, then brazing or soldering could be evaluated. If the high temperatures of brazing and welding would anneal, soften or destroy the part materials, then adhesive bonding or permanent mechanical joining methods could be considered. Alternative welding- and brazing-compatible materials of construction could also be selected.
Figure 1: Interaction between materials of construction, part design and fabrication and assembly design and joining process. Source: IEEE GlobalSpecOne of the first questions to answer in design for assembly is whether the joints between components are removable or permanent. If permanent joints are required, then the next step is to select a viable permanent joining process such as welding, brazing or soldering, adhesive bonding, riveting, clinching, or mechanical interlocking. Next to consider is the best joining process for the application requirement and materials of construction. If welding is not viable for joining the parts, then brazing or soldering could be evaluated. If the high temperatures of brazing and welding would anneal, soften or destroy the part materials, then adhesive bonding or permanent mechanical joining methods could be considered. Alternative welding- and brazing-compatible materials of construction could also be selected.
Ideally, components and assemblies should be designed to allow the option of using multiple joining methods and material choices with selection of the most efficient, lowest cycle time and cost-effective method providing the desired joint strength and features. However, certain alloys or combinations of alloys have poor weldability or are considered unweldable. The design engineer could make the components or assembly joinable by selecting appropriate alloys.
Welding is not an option if metal components are being joined to ceramic, plastic or fiberglass composite parts. The joint configurations or material thickness might not by suitable for formation of a sound weld. With design for welding (DFW) considerations in hand, the designer could alter to the component or joint design and material selection to be more amenable to welding.
Joining processes and features of the assembly required to produce sound joints sound be considered early in the process. The stresses and loads the assembly will experience during service need to be considered to produce a durable and reliable product. Some products or finished assemblies for consumer or decorative applications need only to support their own weight. Structural members in a building or ship must be resistant to yielding and breakage under static loads. An assembly in an aircraft, vehicle or machine subject to vibrational, shock and rotational loads must have joints capable of handling dynamic stresses. Joints with good fatigue strength are required to resist the dynamic stresses from cyclic loads.
Environmental conditions such as high temperatures and corrosion condition can also impact the selection of bonds in an assembly. Adhesives and solders are not suitable for applications with temperatures exceeding the softening points of the polymers or low-melting-point metals in these bonding materials. In applications where multiple material assemblies are exposed to saltwater or other electrolytes as well as moisture, galvanic corrosion can be prevented by using adhesive bonds. Riveted, bolted or screwed joints with an electrically insulating washer or sleeve can also provide electrical isolation. Clinching combined with adhesive might also provide isolation.
If parts in the assembly are made of work-hardened or heat-treat-hardened alloys, then welding and brazing might not be viable options because these components may be annealed and softened. The heat from welding, brazing and soldering processes can impart distortion and residual stress into an assembly. Bolted or screwed joints have mechanically induced stresses such as tensile stresses in the bolt or screw and tensile hoop stress in the material surrounding the hole.
Fastening methods are typically undesirable for high volume assemblies because they increase part count (nuts, screws, washers, bolts, etc.) and the need to drill or machine holes increases fabrication costs. Holes can be eliminated from an assembly with the use of threaded holes, but not without increasing part cost. Sufficient material thickness is required to tap internal threads in the hole. Self-tapping and thread forming screws can eliminate the need to tap hole in some applications. Fasteners are available with a drill-like cutting tip, which can drill a hole through plastics, composites, wood and sheet metal. Fasteners generally increase assembly complexity, reduce cycle times and elevate costs.
Adhesive bonding, welding, brazing and soldering require clean surfaces. The adhesives, braze alloys and solders used in joining must be capable of wetting the surfaces of the parts in the assembly. The surface energy and wettability of plastics can be improved using corona or plasma treatments. Proper gaps are required for these processes as well. Joint strength levels can vary with gap thickness in adhesive bonds, brazed joints and soldered connections. Strength can decrease with large gap thicknesses.
Adhesive bonding, welding, brazing and soldering processes tend to require workers with high skill levels compared to assemblers of fastening tasks. Workers may need additional training and qualifications depending on criticality of the joints in the assembly.
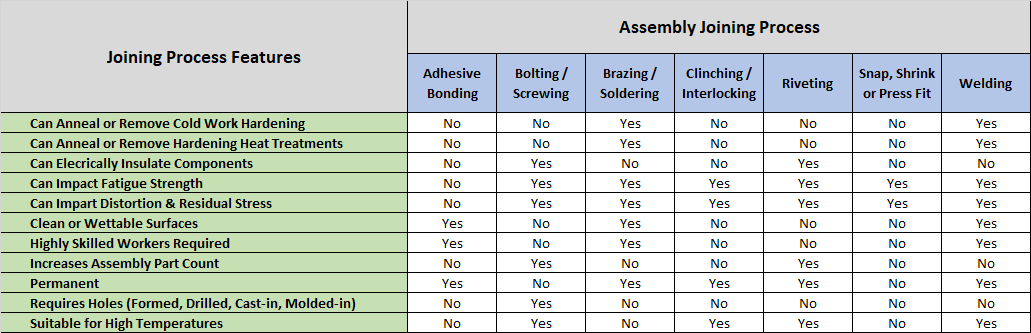 Figure 2: Comparison of the features of various joining processes used in assembly. Source: IEEE GlobalSpec
Figure 2: Comparison of the features of various joining processes used in assembly. Source: IEEE GlobalSpec
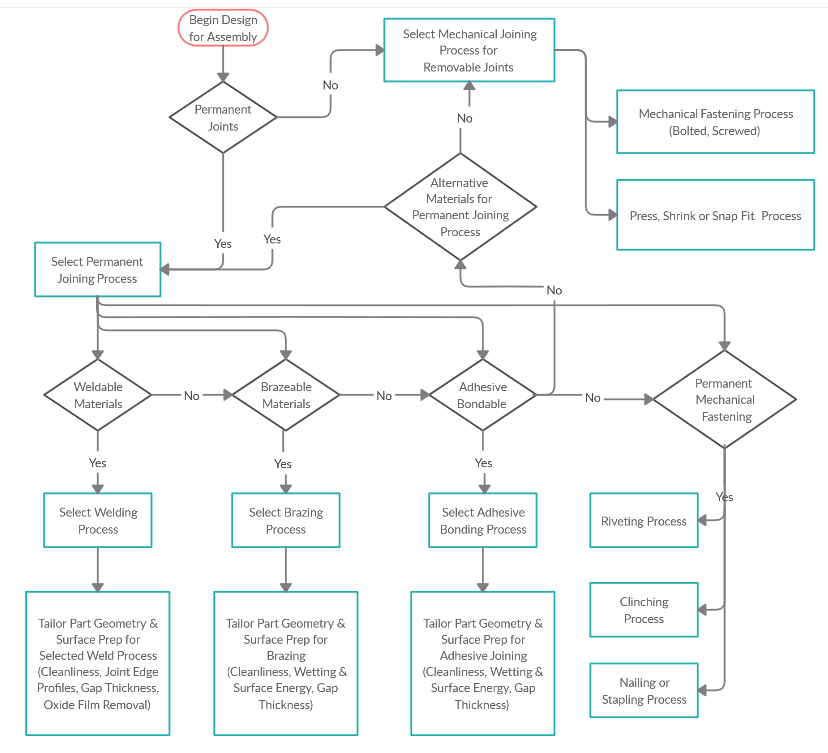 Figure 3: Assembly process selection flow chart. Source: IEEE GlobalSpec
Figure 3: Assembly process selection flow chart. Source: IEEE GlobalSpec
Conclusion
General assembly design considerations include type of joints in assembly (permanent or removable), mechanical strength requirements, load types (minimal, static and dynamic), joint preparation (edge profile, gap thickness, cleanliness), positioning and handling requirements (small light parts or massive structural elements), joint accessibility, distortion control and preset and minimizing part count and joining process time.
Design and manufacturing engineers have a wide range of components to optimize when designing a new product assembly. Utilizing sound design guidelines, DFA analysis, material and joining process section can result in efficient assembly system for short runs with manual assembly as well as automated production lines. Newer assembly technologies such as exoskeletons are improving assembly lines in automotive, aerospace and other industries, and emerging joining and assembly methods promise further reduce assembly cycle times and costs.



