Design for joining and assembly: Part 2
Gary Kardys | January 04, 2020This article is the second in Welding Digest’s three-part series on designing for joining and assembly. Part 1 covers general guidelines for design as well as part logistics and features.
Assembly system design and technology selection
The production line or system utilized to join components into an assembly also requires design and development. Assembly production lines can fall into manual, flexible and dedicated categories.
Manual assembly systems are suitable for custom products or low volumes with high levels of component and assembly variation. Dedicated assembly systems have high degrees of mechanization using hard automation or autonomous robots. Dedicated systems are developed for high volume production of assemblies with little variation. Assembly with collaborative robots, exoskeletons and flexible automation is useful for intermediate production quantities and some product variations due to product configuration options and customization.
The weight and size of components and assemblies will determine the level of material handling mechanization required in assembly and joining process systems. Assembly or welding tables, clamps, fixtures, gages and alignment tools will likely be enough for small components and assemblies liftable by an assembly worker. Systems for assembly and joining of larger components positioners, manipulators, rotators, passive exoskeletons and other material handling equipment such as lift tables, lifting jacks and hoists. For massive components and large assemblies, the assembly system or process may require specialized heavy duty lifting and positioning machines.
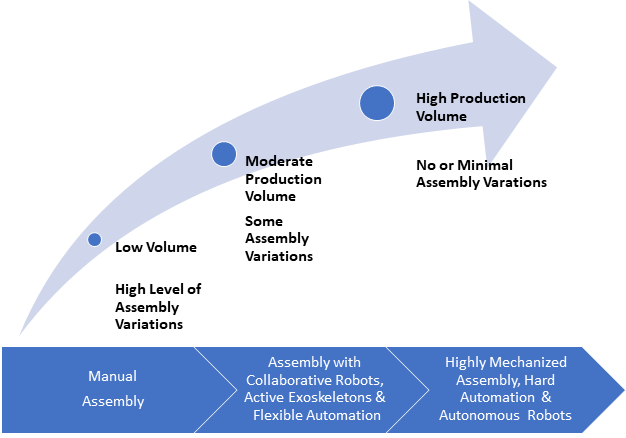 Figure 1: Impact of assembly or product variations and production volume on the level of automation and mechanization. Source: IEEE GlobalSpec
Figure 1: Impact of assembly or product variations and production volume on the level of automation and mechanization. Source: IEEE GlobalSpec
The design of the parts, subcomponents and assemblies will vary with the degree of automation and mechanization. Features useful to prevent manual assembly mistakes may not be useful in automated systems. Part features to enable a robot handling, lifting, holding and alignment might be unnecessary for manual assembly.
Handling, positioning and insertion rules
Ideally, one constituent part should act as a base or primary component with a single surface where other parts can be inserted and joined. Gravity can be leveraged to drop the parts onto the assembly surface. An assembly should be designed to allow layers of components to drop down onto its surface. Avoiding the need to rotate or flip the large base part in order to join parts on different surfaces is ideal.
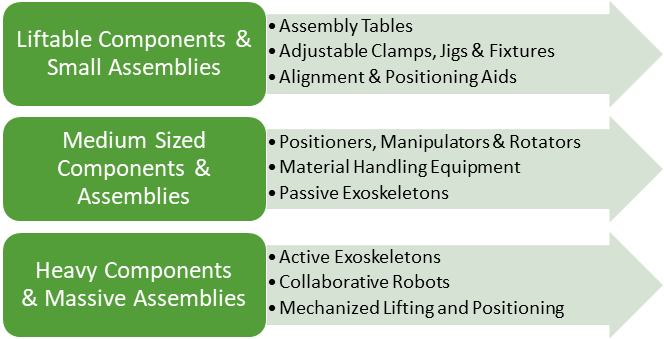 Figure 2: Impact of the weight and size of components and assembly on level of material handling mechanization required in assembly and joining processes. Source: IEEE GlobalSpec
Figure 2: Impact of the weight and size of components and assembly on level of material handling mechanization required in assembly and joining processes. Source: IEEE GlobalSpec
Clear paths must be provided to enable torches, guns, nut runners, torque wrenches, bit drivers, welding electrodes, filler alloy wire, adhesive tape, fasteners and other assembly tools to access locations. In addition, welders and other assemblers need easy access to areas requiring part insertion and joining without physical discomfort from tiring part movements and awkward positioning. They should have a clear view of the joint areas as well. Overhead assembly positions can be very tiring, and worker fatigue can reduce productivity and quality.
Time and motion studies can also minimize movements, re-orientations, rotations and positionings of parts and assemblies. Assembly time tables and charts provide time estimates for handling, grasping, insertion and joining.
DFA costing software is available, which can provide cycle time and cost estimate models based on factors for machine rates, operator rates, material costs and scarp value. DFA analysis software helps determine part geometries and other aspects of an assembly process that could be improved. DFM and DFA software integrates into many CAD/CAE software package. Interference, fits, alignments and relative motions during assembly can be simulated in CAD software before actual parts and assembly are made. These simulations can help eliminate rework, retooling, and the use of shims and spacers to compensate for misfits.
Part 3 covers the questions and factors involved in fabrication of an assembly such materials selection, part & assembly design, and joining process development.



