Welding distortion control in large fabricated structures
Ryan Clancy | May 27, 2026 Military tradespeople practicing weld repairs in South Carolina. Image: DoD CC.0
Military tradespeople practicing weld repairs in South Carolina. Image: DoD CC.0
It might sound like a trite statement to open with, but welding distortion control is a major concern in large fabricated structure work. Without that control, dimensional accuracy can’t be achieved, not reliably and consistently. Shrinkage occurs as high temperature gradients hit large panels of sheet metal, then there’s the unevenness that occurs when welds are applied to complex seam geometries, made worse when it warps again during cooling.
Bad enough in normal welding operations, large fabricated structures can’t afford to be exposed to minor inconsistencies, which is why there’s a whole arsenal of tools and mitigation strategies, most of which are rooted in upfront welding planning. Before exploring them, however, here’s a quick look at what qualifies as a large fabricated structure, and why scale amplifies distortion challenges.
Understanding scale in fabricated assemblies
Fabricated buildings, followed by such engineering marvels as oil rigs and ships, receive thousands of welds, covering seams and structural joints across massive interconnected sections. This is where scale begins to work against the engineer. With weld inconsistencies accumulating as the number of beams and trusses increases, a few minor deviations at the joint level can add up to significant assembly misalignment errors across the structure.
Scale adds insult to injury. The large sheets and beam geometries extend heat paths, creating stronger thermal gradients. Then there’s the uneven microgranular response of the material itself, varying the thickness of the sheets, causing heat regions to expand and contract at differing rates. All that being said, if abstract concepts don’t cut it, a real-world example is what’s needed. Check out the Apple Park “wheel” as a reference for architectural ingenuity. Its sheets and structural assemblies perfectly align, not a single weld Apple Park was built in 2017 to serve as a headquarters in California. Image: Apple Inc. seam misaligned.
Apple Park was built in 2017 to serve as a headquarters in California. Image: Apple Inc. seam misaligned.
Consulting engineers who worked on the project talked of 3D modeling tools and achieving a super-accurate 1-inch clearance, a build tolerance that wouldn’t have worked if any distortion had been present in the structural steelwork.
Bringing weld distortion under control
The previous example is difficult to model, as its circle-shaped construct introduces opportunities for angular alignment errors, but it’s still basically a circular geometry, albeit one with iconic appeal. For a framework that’s more geometrically irregular in shape, expect large-scale changes in intersecting planes and varying section stiffnesses. Distortion control here is clearly a thornier issue to manage.
Architecturally magnificent ring or ship, crane tower or bridge -- welding distortion control must be maintained on all of these mammoth structures. This is done by planning out every detail. Support structures and restraint systems, including jigs and clamping mechanisms, hold the structural elements in place so they don’t shift when being welded. A three-way application of thermal ramp-up and cooldown factors receives due consideration. Incidentally, these are the longitudinal, angular, and transverse distortion cycling effects that receive free rein as the size of a joint scales up.
Moving on, the following is clearly a second-tier solution. As welds expand and contract, jigs and clamps prevent distortion. For an elegant first-tier solution, welders turn to technique. Welds are applied in a 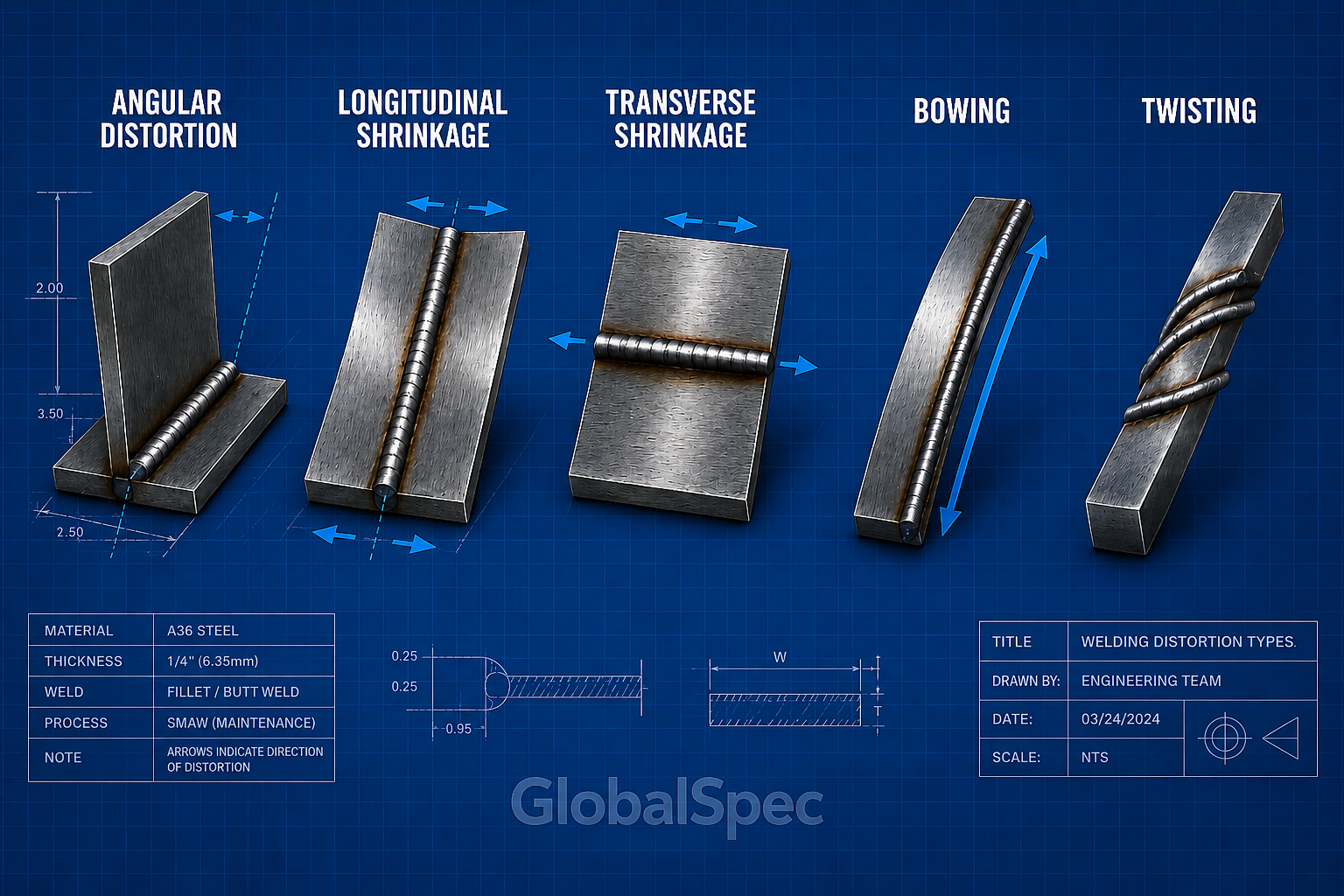 A simple chart explaining the different types of weld distortions.controlled order, often symmetrical or from the center outward, balancing heat distribution and reducing cumulative distortion. Back-step welding is applied as short welds, often made in the opposite direction of progression to counteract shrinkage. Likewise, skip welds are exactly as the name implies, intermittently, controlling thermal input.
A simple chart explaining the different types of weld distortions.controlled order, often symmetrical or from the center outward, balancing heat distribution and reducing cumulative distortion. Back-step welding is applied as short welds, often made in the opposite direction of progression to counteract shrinkage. Likewise, skip welds are exactly as the name implies, intermittently, controlling thermal input.
Advanced techniques and technologies
Traditional methods such as balanced weld sequencing and mechanical restraint systems remain essential, keeping large-scale fabrications predictably within engineering tolerances. No cumulative stresses, no warping or distortion, the structure stays true to the digital model from the first tack weld to the final pass.
Advancements to the fabrication and assembly of large structures has, however, progressed beyond such basics. For one thing, engineers introduce preheat processes, thermally stabilizing joints so that thermal shock gradients don’t send nearby material structures into uncontrolled expansion and contraction episodes. By raising the base metal temperature uniformly, often between 100° C and 350° C, the thermal differential across the weld zone is flattened. It’s the same with multiweld passes; then there’s pulsed MIG and TIG equipment, synergic pulsed systems that take low-heat input to the next level, rapidly switching the welding current.
The next frontier in distortion control
Aircraft and ships get bigger, sporting next-generation energy-saving geometries. They cut through water or air without a ripple. New technologies are needed to match this refined shaping of exterior surfaces and interior structural supports. Think about a weld seam that curves and twists across intricately compounded surfaces while holding sub-millimeter tolerances across hundreds of meters.
That’s not about to happen without a major leap in distortion control sophistication. Expect new techniques and the intelligent application of existing technologies to help distortion control keep pace with geometry advancements in large fabricated structures. For example, Computational Welding Mechanics (CWM) techniques are not only highly applicable in future distortion control methods, but they could also just form a foundational pillar.
CWM already uses methods like inherent strain (local-global) approach, shrinkage models and lumping to make finite element simulations of multi-pass welding practical for large structures. In other words, complicated welds are mathematically reduced into smartly simplified seams and joints. Machine learning and other artificial intelligence (AI) resources are also being coupled to these CWM frameworks, creating hybrid models that learn from both virtual simulations and real shop-floor data to deliver faster, more accurate predictions.
Essentially, distortion on large structures has always been an unpredictable assembly and fit interference factor, but that’s no longer the case. Using today’s CWM-AI hybrid systems, live sensors with spatial awareness, collaborative welding technologies, pulsed welding equipment and far more besides, the days of warped and ill-fitting mega-structures are about to be consigned to the old engineering journals.
It should also be noted that the sensors mentioned in the previous passage are being paired with all sorts of smart monitoring systems. These include thermal cameras and the presence of extremely sensitive motion detectors, as tied into automated welding gear.
Finally, welding technology is entering a “forced feedback” revolution, with adaptable clamps and jibs applying variable force as welding thermals ramp up and down. Engineers will, of course, be watching these developments in feedback processing with great interest.




For welding distortion and fatigue life improvement, the HFMI process is one of the best methods to enhance your welded assemblies [link removed by Mods]