Design for joining and assembly: Part 1
Gary Kardys | January 02, 2020This article is Part 1 of Welding Digest's three-part series on design for joining and assembly. Part 2 covers assembly system technology selection and part handling considerations.
The acronym DFM, design for manufacturing, is a relatively familiar one. DFx is a broader term encompassing varying design centered goals such as design for quality (DFQ), design for casting, design for forging and design for maintenance, among others. Since assembly is such an integral facet of the manufacturing process, DFM is often presented as DFMA, design for manufacturing and assembly.
Design for manufacturing and assembly guidelines
The three major tenets of design for manufacture (DFM) are based on minimization, standardization and sharing of design elements. Applying good DFA guidelines enables less costly, more manufacturable product designs and assemblies. DFA rules apply to the individual part and assembly design as well as selection and development of the assembly, joining processes, and materials of construction.
Part design for assembly
Minimization of part types and part counts eliminates the costs of tracking, drawing, documenting, making, handling, storing, moving, cleaning impacting, assembling and joining. Minimizing different sizes of fasteners, weldable studs, welding wire, materials of construction and adhesive types reduces inventory and labor associated with ordering and tracking. It could also potentially reduce part cost. If one type of standard part is purchased instead of 10, then the higher order quantities could reduce the cost per part from a supplier.
If a part is not essential for the functioning of the end-product, then the potential to eliminate the part should be examined. Parts used solely for fastening or joining other components can often be omitted. For instance, a nut could be eliminated if a threaded hole feature is added to one part in a subassembly. Lock washers could be removed from the design by purchasing machine screws or bolts with pre-applied thread locking compound.
Converting separate parts into one can reduce inventory, handling and assembly complexity and associated costs. An angle or bracket with through holes bolted or welded onto a second part could be converted to a tab bent, cast or machined into the second part. If the parts must be made of a different material or move relative to the other parts, then they are unlikely to be removed from the assembly design. If parts cannot be eliminated cost effectively, then the use of subassemblies where the parts are first joined to others can reduce assembly time. name="_Hlk27653883">Subassemblies with parts joined by welding, brazing or adhesive bonding could be completed first. Then, these permanently joined subassemblies along with additional parts could be joined with fastening, welding or other joining processes.
In the best case, homogeneous construction or constructing the assembly from components made of the same material or alloy can reduce joining and assembly problems such as dissimilar metal joining, thermal expansion differences and galvanic corrosion. Dissimilar metals can require special electrodes or filler alloys to compensate for composition differences. Some dissimilar alloys are amenable to arc welding and may require friction stir welding or electron beam welding. The component materials have a large bearing on the cost and performance of the finished product or assembly. In addition, the materials of constructions impact the assembly design, joining process selection and part fabrication choices. Materials selection should consider the manufacturability and joinability of different plastic, composite, alloy and material choices.
Material and part logistics
Availability of materials is another factor to consider as well. A novel alloy or specialized composite might have great lightweighting capabilities or specific strength, but may not provide enough material to allow production to scale. Along these lines, identifying multiple material suppliers can help mitigate issues related to natural disasters or unforeseen issues with the original supplier.
Ideally, standard components or off-the shelve parts should be selected. If custom or specific parts are needed for a design or assembly, then a stocked part used on other product families should be employed when possible. Design features and components should be added to an engineering part database to allow sharing of proven components and design details across product lines. Design features could include hole sizes, thread types, bend radii and weld joint preparation profiles (V, U, J, etc.).
Good communications with assembly workers and production engineers can enlighten the assembly and joint design process. When new assembly designs are presented to production, manufacturing personnel should find the familiar components and design elements will be more acceptable and easier to handle unless these features have been problematic aspects in earlier product lines. Production assembly personnel should be consulted during the new assembly design process to identify past problem areas and to obtain ideas to advance assembly methods. By sharing parts and reusing design elements, issues with common components and features can be identified. Design engineers can evolve these design attributes and then widely deploy enhancements to improve many product lines.
Part features
Parts designed for assembly should be simple, symmetrical and multifunctional as possible. For instance, a high strength work hardened or heat-treated alloys should not be selected if a softer, annealed metal alloy will suffice. High tolerance levels and very smooth, low Ra surface finishes should not be specified unless they are needed for function, performance or assembly. Parts should provide multiple functions such as locating or fixturing other components in addition to providing holes for an end use.
Mistake proof features such as orientation notches, slots, flats and asymmetrical holes should be designed into components to avoid incorrect assembly options. Stops and other features can be added to assembly fixtures and jigs to assure parts are assembled properly. Parts should be deburred to remove any burrs, flashing and parting lines, which can interfere with set up, insertion and alignment processes. In some cases, part features for grabbing, holding, lifting and handling can be designed multifunctionally such that they also prevent misalignment and incorrect insertion. Parts should have chamfers, holes and tapers to provide self-aligning and self-locating features. Small bulk parts should be designed to prevent jamming, tangling or nesting.
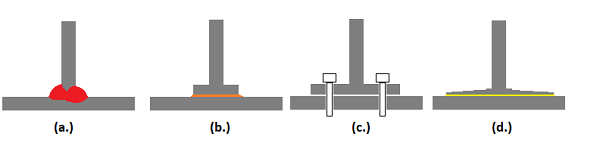 Figure 1: Part geometries can be changed for different joining processes used during assembly. (a.) Welding, T-joint, (b.) brazing – small flange with thin gap, (c.) mechanical fastening, through or threaded holes, (d.) adhesive bonding – large tapered flange with thin gap. Source: IEEE GlobalSpec
Figure 1: Part geometries can be changed for different joining processes used during assembly. (a.) Welding, T-joint, (b.) brazing – small flange with thin gap, (c.) mechanical fastening, through or threaded holes, (d.) adhesive bonding – large tapered flange with thin gap. Source: IEEE GlobalSpec
When developing or designing a new product consisting of several components, the design engineer should consider applying design for assembly (DFA) methods to assure manufacturability, performance and quality of the implemented design or finished product. Many different directions or form configurations are possible for specific components, but the addition of certain features or removal of others can enable or restrict the use of certain assembly processes. Early consideration of the assembly and joining processes in the product development cycle is recommended to avoid redesign and rework of subcomponents with interferences, misalignments and other incompatibilities preventing proper assembly. Oversizing holes can be useful to provide wiggle room for misalignments.
Parts designs may need to be tailored to accommodate different joining processes. For instance, if brazed or solder joint were selected in place of a welded T-joint, then a joint with additional bonding surface area and a thin gap would be desirable. In some brazed joints with a soft material bonded to a hard material, additional protrusions or teeth are designed into the harder part, which push into the softer metal during resistance brazing. If an adhesive bond were selected, then an even large bonding surface areas would be required to compensate for the lower strength of the adhesive bond.
Part 2 discusses assembly system design and handling considerations.



