Welding and joining dissimilar metals: Part 1
Gary Kardys | April 24, 2019This article, the first in a multi-part series, looks at the basics behind joining dissimilar metals.
Dissimilar metal welding occurs when two metal alloys of different base metals or two compositions within the same base metal are joined. A variety of factors must be considered when joining dissimilar metals.
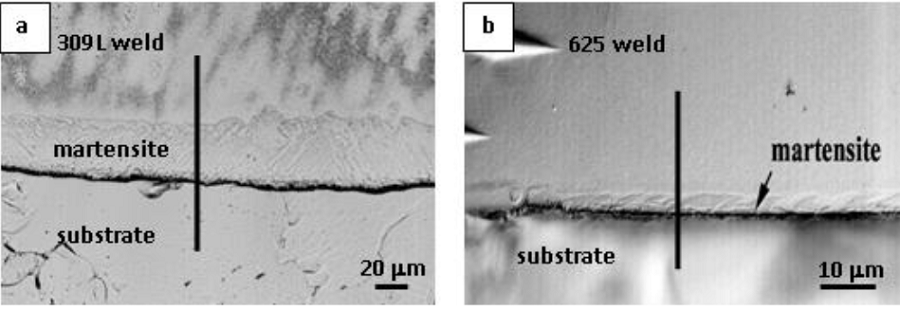 Figure 1. Martensite phase within the partially mixed zone in dissimilar welds between ferritic steel and (a) 309L stainless steel filler metal and (b) nickel alloy 625 filler metal Source: Idaho National Laboratory
Figure 1. Martensite phase within the partially mixed zone in dissimilar welds between ferritic steel and (a) 309L stainless steel filler metal and (b) nickel alloy 625 filler metal Source: Idaho National Laboratory
Are the two metals soluble? For instance, nickel and tungsten have limited solubility in silver, so these cannot be fused together. Melting and boiling point differences are also important. Aluminum and zinc melt at much lower temperatures compared to steel. In fact, ferrous parts are often galvanized or zinc-coated by dipping the steel parts in a molten-zinc bath. Zinc has a low vapor pressure and vaporizes at 1,665° F, before the steel melts at 2,500° F.
Formation of brittle intermetallic compounds is another factor to overcome. Steel and aluminum fusion weld will form brittle iron-aluminides, and copper and iron can also form brittle alloys. Certain metal combinations, such as nickel and titanium, have high exothermic heats of mixing. In fact, nickel-titanium nanofoils are used as ignitors or heat sources for soldering or brazing.
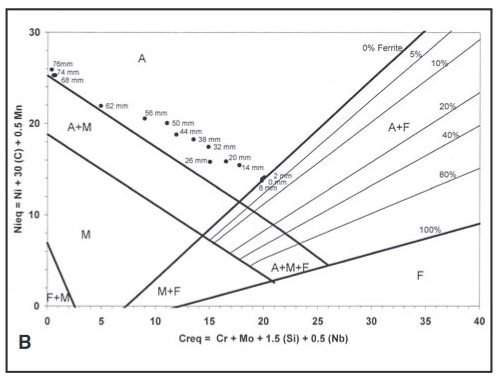 Figure 2. Schaeffler diagram used to understand dilution and brittle phase formation in stainless steel to steel DMWs. Source: AWSWhen two dissimilar alloys such as low-carbon steel and austenitic steel are fusion-welded, the joints or heat-affected zones (HAZ) often exhibit low ductility and poor creep properties. Brittle martensite is more prone to form and the weld is more susceptible to hot cracking from low melting impurities introduced by the carbon steel. Nickel-based filler alloys are commonly used in steel to stainless steel dissimilar metal welds (DMWs). The Schaeffler diagram is commonly used to understand the impact of dilution on the resulting microstructure in dissimilar ferrous alloy weld joints. Newer fusion welding processes such as laser welding and electron beam welding can provide a concentrated heat source, which minimizes the HAZ and brittle phase formation. However, special filler alloys or solid-state welding processes are often required to form good DMWs.
Figure 2. Schaeffler diagram used to understand dilution and brittle phase formation in stainless steel to steel DMWs. Source: AWSWhen two dissimilar alloys such as low-carbon steel and austenitic steel are fusion-welded, the joints or heat-affected zones (HAZ) often exhibit low ductility and poor creep properties. Brittle martensite is more prone to form and the weld is more susceptible to hot cracking from low melting impurities introduced by the carbon steel. Nickel-based filler alloys are commonly used in steel to stainless steel dissimilar metal welds (DMWs). The Schaeffler diagram is commonly used to understand the impact of dilution on the resulting microstructure in dissimilar ferrous alloy weld joints. Newer fusion welding processes such as laser welding and electron beam welding can provide a concentrated heat source, which minimizes the HAZ and brittle phase formation. However, special filler alloys or solid-state welding processes are often required to form good DMWs.
Welding with compatible filler alloy or buttering layers
In some dissimilar alloy joints, a compatible filler alloy electrode is available to weld the two alloys. For instance, welding austenitic stainless steel to a low-alloy steel is not recommended because the higher carbon in the steel will allow chromium carbides to form in the stainless steel. When chromium carbides form, they deplete the chromium and reduce corrosion resistance. A filler metal like 309L contains higher levels of nickel and chromium to compensate.
A weld joint of carbon or low-alloys steel to austenitic stainless steel can include a buttering layer of 309L filler alloy on the carbon steel surface, followed by a 308L filler alloy to bond this to the austenitic stainless steel. Copper can be welded to steel using a nickel buttering alloy layer. Nickel and copper have continuous solid solubility. Nickel additions in steel increase toughness and strength. After the nickel buttering filler alloy is laid down, a steel electrode can be used to complete the weld joint to the steel part.
Read Part 2 of this series to learn more techniques and details behind joining dissimilar metals.
Additional reading
Chapter 6 Clad and Dissimilar Metals, AWS Welding Handbook Volume 4
Fabrication and Characterization of Graded Transition Joints for Welding Dissimilar Alloys, AWS Welding Journal



