What are Ultrasonic Flaw Detectors?
Gary Kardys | May 15, 2017What are the flaws and why detect them?
Flaws create stress concentrations and can compromise the integrity of a structural component resulting in a premature failure below the design stresses. Depending on the size, shape (round vs sharp notch) and amount of flaws, the static mechanical properties (tensile strength, elongation, toughness) can be reduced. A small amount of fine porosity may not reduce static properties significantly. However, even a small amount of porosity can dramatically reduce dynamic properties like fatigue strength, so components under highly cyclic loads should be monitored for flaws before and during service.
Flaws and discontinues provide an initiation point for a fatigue crack. Surface flaws also make a material more prone to corrosive attack. Ultrasonic flaw detection is important in the aerospace, automotive, infrastructure (bridges, towers, etc.), manufacturing, marine, oil & gas and power generation industries. Aging structures such as bridges, airframes, pressure vessels, reactors, and ships require nondestructive testing to ensure material integrity, airworthiness and overall safety for humans as well as for protection of the environment and the prevention of major capital equipment losses. Ultrasonic testing or monitoring is used during the manufacturing of composites, welds, metal alloy plate or rolling mill stock products to detect voids, inclusions, and flaws and adjust process parameters to eliminate these manufacturing defects.
Ultrasonic flaw detection is important in the aerospace, automotive, infrastructure (bridges, towers, etc.), manufacturing, marine, oil & gas and power generation industries. Aging structures such as bridges, airframes, pressure vessels, reactors, and ships require nondestructive testing to ensure material integrity, airworthiness and overall safety for humans as well as for protection of the environment and the prevention of major capital equipment losses. Ultrasonic testing or monitoring is used during the manufacturing of composites, welds, metal alloy plate or rolling mill stock products to detect voids, inclusions, and flaws and adjust process parameters to eliminate these manufacturing defects.
A variety of flaws occur in materials and parts either during manufacturing or due to aging effect in the field:
- Void / Pores
- Inclusions
- Cracks (subsurface or surface)
- Weld Bond Defects (incomplete melting, HAZ,
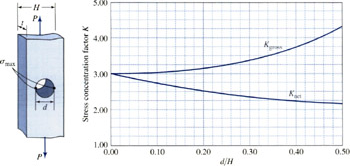 Figure 1 - Stress concentration factor for plate with central hole. Courtesy Vable, M. Mechanics of Materials.inclusions, porosity, groove shape)
Figure 1 - Stress concentration factor for plate with central hole. Courtesy Vable, M. Mechanics of Materials.inclusions, porosity, groove shape)
- Corrosion / Oxidation
- Abrasion / Erosion
- Machining or Grinding Damage
- Forging Flaws
- Casting Flaws
- Forming / Rolling Mill Flaws
- Adhesive / Sealant Debonding
- Composite / Honeycomb Delamination
- Wire Rope / Cable Flaws
- Pipe / Tubing Flaws
What is UT?
Ultrasonic flaw detectors are part of a repertoire of tools used by nondestructive testing (NDT) engineers, inspectors or technicians, metallurgists, and materials engineers to assure part and material integrity. Ultrasonic testing (UT) is one of the major methods used in nondestructive testing.
 Figure 2 - Inspector performing ultrasonic flaw detection in a factory setting. Image courtesy of Olympus Corp.
Figure 2 - Inspector performing ultrasonic flaw detection in a factory setting. Image courtesy of Olympus Corp.
Electromagnetic or eddy current (ET), x-ray or radiographic testing (RT), visual inspection (VT), computed tomography (CT, aka digital imaging or computed radiography [CR]), magnetic particle testing (MT), liquid penetrant (LP), and hardness testing (HD) are also prominent NDE techniques. While eddy current and electromagnetic methods are widely used for inspecting metals and alloys, \ these methods fall short when an electrically insulating or non-ferromagnetic material or part requires inspection. UT can be used to inspect non-conductive materials such as composites, plastics, wood and ceramics. Depending on the specific product, ultrasonic instruments can also indicate material thickness, speed of sound in material, elastic modulus, leak detection and fault detection.
Nondestructive testing (NDT) or nondestructive evaluation is performed by NDT personnel to verify the structural integrity of new and aging products, components and materials. The American Society of Nondestructive Testing (ASNT) is the premier organization involved in training and certifying NDT personnel, developing NDT standards, promoting the use of NDT best practices, encouraging exploration into new NDT methods, sharing of NDT expertise and research through conferences, meetings and publications. In many industry applications, an ASNT Level certification is required. For instance, companies often require inspection personnel to be qualified and hold an ASNT certification in Ultrasonic Testing (UT). Various Levels of ANST NDT certification are available depending on the experience and examinations passed. NDT personnel are also required to periodically re-certify.
How do ultrasonic flaw detectors work?
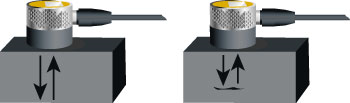 Figure 3 - Ultrasonic sound energy will travel to the far side of a part, but reflect earlier if a laminar crack or similar discontinuity is presented. Courtesy Olympus Corp.Sound energy will travel to the far side of a part, but reflect earlier if a laminar crack or similar discontinuity is presented. A natural way to assess the integrity of a metal part or structure part is to tap and listen to the response. A high pitched ringing subjectively indicates a solid structure whereas a low pitched, hollow sound or rattling provides a tell-tale sign of voids. Ultrasonic flaw detection techniques quantify and expand upon the old fashioned “tap test method” or sonic resonance methods. While tap tests rely on audible sound frequencies of less than 20KHz (20,000 cycles per second), ultrasonic testing uses sound waves with frequencies of 500 KHz to 10 MHz and a pulse-echo or through transmission method to detect flaws in materials and parts.
Figure 3 - Ultrasonic sound energy will travel to the far side of a part, but reflect earlier if a laminar crack or similar discontinuity is presented. Courtesy Olympus Corp.Sound energy will travel to the far side of a part, but reflect earlier if a laminar crack or similar discontinuity is presented. A natural way to assess the integrity of a metal part or structure part is to tap and listen to the response. A high pitched ringing subjectively indicates a solid structure whereas a low pitched, hollow sound or rattling provides a tell-tale sign of voids. Ultrasonic flaw detection techniques quantify and expand upon the old fashioned “tap test method” or sonic resonance methods. While tap tests rely on audible sound frequencies of less than 20KHz (20,000 cycles per second), ultrasonic testing uses sound waves with frequencies of 500 KHz to 10 MHz and a pulse-echo or through transmission method to detect flaws in materials and parts.
U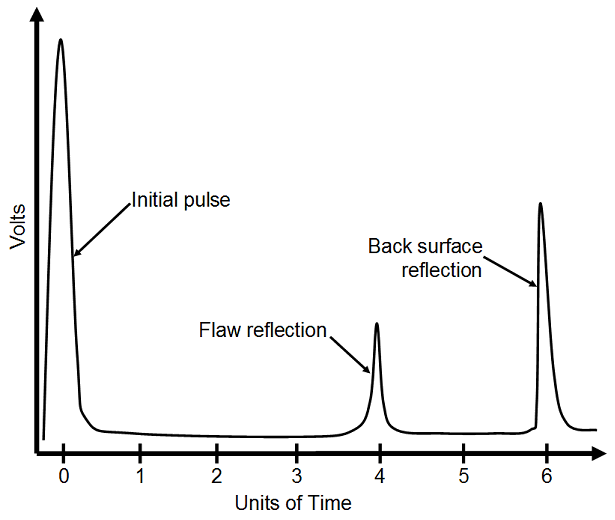 Figure 4 - Time of flight display signal volts versus time. Image courtesy National Instruments.ltrasonic testing generates the sound impulse or wave using a pulser-receiver and then this signal is sent to an Ultrasonic Transducer. A stress wave is propagated through the part using an ultrasonic transducer, which converts electrical energy into high frequency sound waves in the ultrasonic range. Modern ultrasonic instruments have additional signal processing components such as digitizers or analog-to-digital converters, signal amplifers and signal filters to reduce noise, improve signal detection and enhance interpretation. These sound waves are then focused on a target and the echo is read by transducer or other pick-up sensors or receivers to determine a specific variable such as distance and speed. The acoustic impedance and speed of sound in a material varies with the densities and elastic properties. Reflections occur at the interfaces between different material created by the flaws, joints, laminations, cracks or voids. Depending on the specific UT technology and transducers employed, the ultrasonic pulse allows detection and determination of the flaw depth, flaw size and even flaw imaging. The time the reflection takes to return to transducer can be converted into a distance or depth based on the speed of sound within the material. The back surface reflection time indicates the thickness of the material. Modern ultrasonic instruments convert time into depth for the user.
Figure 4 - Time of flight display signal volts versus time. Image courtesy National Instruments.ltrasonic testing generates the sound impulse or wave using a pulser-receiver and then this signal is sent to an Ultrasonic Transducer. A stress wave is propagated through the part using an ultrasonic transducer, which converts electrical energy into high frequency sound waves in the ultrasonic range. Modern ultrasonic instruments have additional signal processing components such as digitizers or analog-to-digital converters, signal amplifers and signal filters to reduce noise, improve signal detection and enhance interpretation. These sound waves are then focused on a target and the echo is read by transducer or other pick-up sensors or receivers to determine a specific variable such as distance and speed. The acoustic impedance and speed of sound in a material varies with the densities and elastic properties. Reflections occur at the interfaces between different material created by the flaws, joints, laminations, cracks or voids. Depending on the specific UT technology and transducers employed, the ultrasonic pulse allows detection and determination of the flaw depth, flaw size and even flaw imaging. The time the reflection takes to return to transducer can be converted into a distance or depth based on the speed of sound within the material. The back surface reflection time indicates the thickness of the material. Modern ultrasonic instruments convert time into depth for the user.
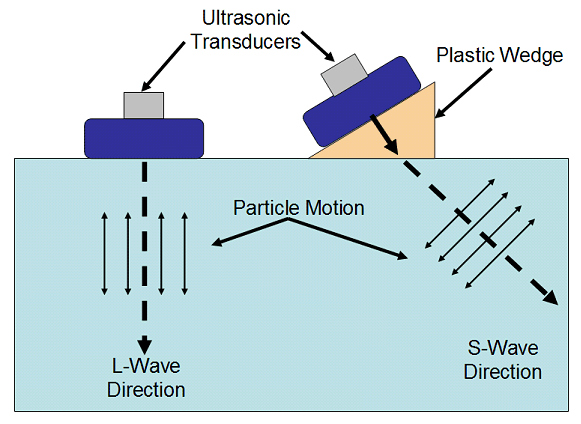 Figure 5 Longitudinal waves and shear waves propagating through a material and reflecting off a flaw. Courtesy National Instruments.An impact, ping or ultrasonic pulse initiates S, R and L waves in a material. S-wave and R-wave propagate out along spherical wave fronts from the source pulse. The S-wave is associated with shear stress or strain and the longitudinal wave (P-wave or L-wave) is associated with normal stress or strain. The R-wave travels along the part’s surface. Longitudinal waves are best suited for detection of flaws, cracks or delaminations orientated parallel to the part's surface, while shear waves are better at detecting flaws, welds or cracks orientated perpendicular to the material's surface.
Figure 5 Longitudinal waves and shear waves propagating through a material and reflecting off a flaw. Courtesy National Instruments.An impact, ping or ultrasonic pulse initiates S, R and L waves in a material. S-wave and R-wave propagate out along spherical wave fronts from the source pulse. The S-wave is associated with shear stress or strain and the longitudinal wave (P-wave or L-wave) is associated with normal stress or strain. The R-wave travels along the part’s surface. Longitudinal waves are best suited for detection of flaws, cracks or delaminations orientated parallel to the part's surface, while shear waves are better at detecting flaws, welds or cracks orientated perpendicular to the material's surface.
Krautkramer, et al. in 1990 related the elastic modulus (E), shear modulus (G), Poisson’s ratio (ν) and density (ρ) of a material to P-wave and S-wave speed through the following formulas:
Cp-wave = ν)/ (ρ (1+ ν)(1-2ν)))1/2
Cs-wave = (G/ρ)1/2(E/2ρ(1+ν))1/2
The reflection coefficient is related to the specific acoustic impedances of the materials comprising the interface.
R = (Z2 - Z1)/( Z2 + Z1)
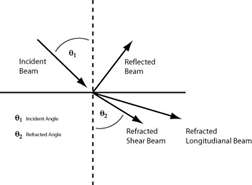 Figure 6 - Snell's Law of Refraction - describes the angular relationships between incident, refracted and reflected sound waves or beams. Courtesy Olympus Corp.
Figure 6 - Snell's Law of Refraction - describes the angular relationships between incident, refracted and reflected sound waves or beams. Courtesy Olympus Corp.
The geometry of the part and angle of the sound beam with respect to the parts surface has an impact on the ultrasonic testing results. A sound beam or pulse hitting the surface at a right angle to the surface or perpendicular will reflect straight back. Ultrasonic testing with the transducer imparting the pulse perpendicular to the part is called straight beam testing. Angle beam ultrasonic testing occurs when an ultrasonic pulse directed into a part at an angle, which then propagates forward at the same angle and is reflected at a parallel surface at the same angle. Snell's law of refraction governs how the sound travels according to the following formula:
(sinϴ1)/(VL1) = (sinϴ2) /(VL2)
The distinctive echo patterns or spectra produced by the signal from the reflected waves are recorded and displayed on a screen. Calibration with standards and a degree of knowledge are required to interpret the patterns. Time domain frequency analysis and spectral analysis are used to extract information from the peaks in ultrasonic wave forms recorded. Olympus Corporation's "The Basics for Waveform Interpretation" provides a good introductory overview of the ultrasonic waveform interpretation process.
What types of ultrasonic flaw detectors are available?
Several different types of ultrasonic flaw detectors are available and applicable depending on the part’s size, geometry, and location (field vs. lab). Another factor defining the type of ultrasonic flaw detection is the type of coupling and transducer used.
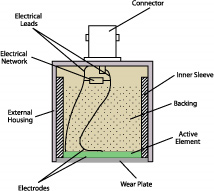 Figure 7 - Cross section of a straight beam contact ultrasonic transducer. Image courtesy Olympus Corp.Straight beam ultrasonic testing uses contact, delay line, dual element or immersion transducers. Straight beam ultrasonic flaw detectors can find cracks or delaminations parallel to the surface of the test piece. They can also detect voids and porosity.
Figure 7 - Cross section of a straight beam contact ultrasonic transducer. Image courtesy Olympus Corp.Straight beam ultrasonic testing uses contact, delay line, dual element or immersion transducers. Straight beam ultrasonic flaw detectors can find cracks or delaminations parallel to the surface of the test piece. They can also detect voids and porosity.
- Contact ultrasonic testing uses ultrasonic transducers placed in contact with the part or surface being inspected. Contact ultrasonic transducers and compact, portable ultrasonic flaw detectors facilitate plant and field testing of components. Depending on the transducer, a couplant may or may not be applied to the part. Air coupled ultrasonic testing is another variation of UT.
- Dual element transducers have two elements in the transducer housing allow transmitter and receiver to operate independently. The elements are angled toward each other to create a reflective transmit/receive pathway.
- Delay line transducers are very versatile and often have replaceable head options such as membranes and wear caps. They are used to gage or detect flaws such as delaminations in thin materials.
- In immersion ultrasonic testing (IUT), parts are submerged in a bath of couplant and a submersible transducer is placed in the tank or a sound pulse is sent through a jet or stream of couplant directed at the part. Immersion ultrasonic testing is suitable for laboratory testing applications where the part is small enough to fit in the UT tank or a jet of couplant can be easily collected.
Angle beam ultrasonic flaw testing is useful in detecting cracks, delaminations or other flaw running perpendicular to the surface of a test piece or at an angle to part’s surface. Flaws at these orientations are typically invisible with straight beam UT techniques. Figure 8 - Examples of angle beam ultrasonic transducers and probes. Courtesy GE Measurement & Control.
Figure 8 - Examples of angle beam ultrasonic transducers and probes. Courtesy GE Measurement & Control.
- In angle beam or shear wave UT, angle beam or wedge transducers are mounted on transparent plastic or epoxy angle blocks or wedges. The angle beam transducers introduce shear waves or longitudinal waves into a test piece at a designated angle with respect to the surface. They are commonly used in weld inspection. Shear wave UT is often used for weld inspection. Refracted shear waves are used to detect flaws throughout the depth of welded areas. Introduce shear waves into material without using angle beam wedge. The ratio of shear wave components to longitudinal components can exceed 30 dB.
- Time of flight diffracted wave (TOFD) transducers are used with a wedge and emit a highly damped longitudinal wave to produce lateral waves for crack detection and measurement. A TOFD image is constructed using four different ultrasonic wave types: (1) longitudinal wave, (2) lateral wave on the surface between the receiver and transmitter, (3) reflected longitudinal wave and (4) shear wave generated at the cracks, defects or discontinuities.
Phased Array Testing (PAUT) uses an array of several transducers placed at various position around the part  Figure 9 - EPOCH, example of an advanced phased array ultrasonic flaw detector available from Olympus Corporation.that work together as a system. Phased array ultrasonic imaging systems allow cracks, welds or defects to be imaged. Phased array technology provides greatly enhanced user friendliness and simplifies interpretation by presenting data in the form color graphics presentations of cross-sectional images of internal structures. In addition, phased arrays ultrasonic flaw detectors have beam-steering, rapid scanning and dynamic focusing capabilities, which dramatically enhances resolution and UT inspection performance in mission critical applications like turbine rotor and blade root inspection. For additional insight, read the Phased Array Tutorial from Olympus Corporation.
Figure 9 - EPOCH, example of an advanced phased array ultrasonic flaw detector available from Olympus Corporation.that work together as a system. Phased array ultrasonic imaging systems allow cracks, welds or defects to be imaged. Phased array technology provides greatly enhanced user friendliness and simplifies interpretation by presenting data in the form color graphics presentations of cross-sectional images of internal structures. In addition, phased arrays ultrasonic flaw detectors have beam-steering, rapid scanning and dynamic focusing capabilities, which dramatically enhances resolution and UT inspection performance in mission critical applications like turbine rotor and blade root inspection. For additional insight, read the Phased Array Tutorial from Olympus Corporation.
Electromagnetic acoustic resonance (EMAR) uses a non-contact EMAT transducer to impart a signal for resonant acoustic analysis. Electromagnetic acoustic transducers (EMAT) use a magnetorestrictive or eddy current effect to transmit and receive ultrasonic signals. The non-contact EM-induced signal produces a pure resonant response. EMAR has several advantage over conventional ultrasonic transducers such as no couplant requirement; usable on sample with scales, coatings, or heavy oxide layers; functional at high temperatures; and usable in contact with or at a small distance from surface; and even small diameter pipes can be inspected. The non-contact and no couplant features allow moving materials to be inspected during production processing. Mechanical vibration from surrounding machinery does not influence the ultrasonic signals in the materials or parts being inspected. Localized or wide acoustic fields can be generated, depending what features need to be isolated and measured. Small surface or subsurface flaws or anomalies can also be isolated. Specifically, the entire part can be resonated for elastic stiffness and structural integrity assessments. One limitation of EMAR is that the part being evaluated must be made of a conductive material.
Who are the leading manufacturers of Ultrasonic Flaw Detectors?
Some of the leading ultrasonic instrument suppliers include Olympus Corporation, GE Measurement (Krautkramer), Mistras, SONOTEC, Foerster, Silverwing, NDT Systems, Sonotest, Sonotron Technology design and TecScan. Some of the manufacturers of ultrasonic flaw detectors shown in the table provide pulser-receivers and ultrasonic transducers in addition to ultrasonic flaw detectors. Ultrasonic instruments can also be used to detect thickness and several suppliers provide ultrasonic thickness gauges. Corrosion can also be detected or the loss of thickness monitored using ultrasonic methods. Most of the leading manufacturers provide ultrasonic flaw detectors with newer phased array flaw imaging capabilities.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Where can I find Ultrasonic Flaw Detectors?
Ultrasonic flaw detectors products and suppliers can be found using our Ultrasonic Instruments SpecSearch® area. Users can find a directory of suppliers of ultrasonic instruments and a selection of products from some suppliers. A search form allow parametric search of flaw detector datasheets within the SpecSearch database. Several additional nondestructive testing (NDT) areas are available for finding and selecting NDT inspection products such as Flaw Detectors, NDT Equipment, NDT Probes and Sensors, Ultrasonic Transducers, Pulser-Receivers and NDT Supplies and Accessories.
References
Ultrasonic Flaw Detection Tutorial, Olympus Corporation
American Society of Nondestructive Testing (ASNT)
Introduction to Ultrasonic Testing, NDT Resource Center
Ultrasonic Testing Foerster Group
Fundamentals of Ultrasonic Imaging and Flaw Detection
Ultrasonic Testing Formulas
If you are curious about the development of sonar and sound detection technology, the visitor center at Fort Trumbull in New London, CT provides some of the history of the Naval Underwater Sound Lab and the development of sonar.
The Journal of the Acoustical Society of America 137, 2306 (2015); doi:



