CHP: Growing Interest as Energy Efficiency Goals Expand
Brad Buecker, Process Specialist, Kiewit Engineering and Design | August 25, 2015Although cogeneration of power and plant process steam has been well known to industrial personnel for decades, combined heat and power (CHP) technologies are taking on more importance as energy conservation increases.
In the power industry, combined-cycle power plants have now cracked the 60% net efficiency barrier and even higher efficiencies are possible at CHP plants. The use of a combustion turbine(s) for power production is becoming more common for CHP. In this application, the turbine exhaust heat is used to generate steam in (appropriately named) heat recovery steam generators (HRSG).
Process Basics
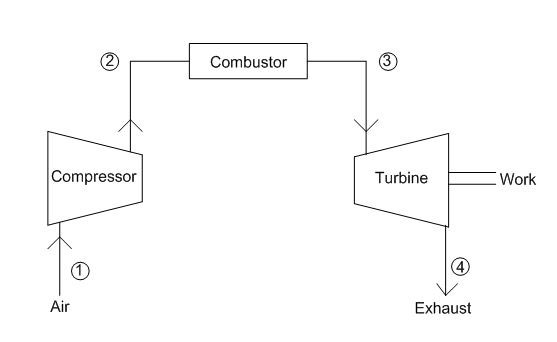 A basic combustion turbine schematic.A simplified outline of the combustion turbine (CT) process is shown in the diagram.
A basic combustion turbine schematic.A simplified outline of the combustion turbine (CT) process is shown in the diagram.
A CT operates similarly to a jet engine via the following steps, which are part of a fundamental thermodynamic cycle known as the Brayton Cycle.
- Inlet air is compressed and injected into the turbine. The compressor is attached to the turbine shaft, and thus the compressor and turbine rotate in unison.
- Fuel, typically natural gas, but occasionally fuel oil, is injected and ignited in the compressed air stream.
- The expanding gas drives the turbine.
- Hot exhaust, at 850oF or higher, exits the turbine.
Key points of a CT include fast start times, low capital cost as compared to many other energy production methods, simplicity of fuel feed and minimal operations and maintenance issues. These benefits are important in the power industry, especially the fast start times required during peak power periods when demand is highest. However, for industrial processes with continuous steam and electrical requirements, steady and efficient operation is more important.
Combined-Cycle and Cogeneration Steam Production
A stand-alone CT can, at most, achieve approximately 35% net efficiency. Thus, including steam generation for power generation or process use is 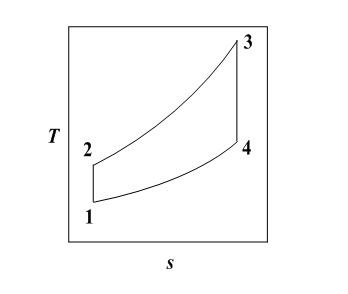 The temperature-entropy diagram for an ideal Brayton cycle.mandatory to achieve high efficiencies. Heat recovery steam generators (HRSGs) may range from a straightforward single-drum design to much more complicated units that generate high-pressure steam to drive power turbines. An example for the latter is shown in the diagram.
The temperature-entropy diagram for an ideal Brayton cycle.mandatory to achieve high efficiencies. Heat recovery steam generators (HRSGs) may range from a straightforward single-drum design to much more complicated units that generate high-pressure steam to drive power turbines. An example for the latter is shown in the diagram.
In this particular design, the condensate is split between the circuits, with a relatively small flow to the low-pressure (LP) steam network and the bulk of the flow to the intermediate pressure (IP) and high-pressure (HP) circuits. The diagram shows all of the generated steam driving a power turbine. However, flexible arrangements are quite possible.
A less complex scenario that may be better for cogeneration applications is a combustion turbine with a single-pressure HRSG, perhaps without a steam turbine (or condensing steam turbine), where the HRSG operation is less complex than with multi-pressure units. For example, a colleague and I recently prepared the water balance for a proposed power project in which one scenario called for two combined-cycle units, one with a CT and a three-pressure HRSG and the other with a CT and a single-pressure HRSG that would partly supply steam for power augmentation.
Don’t Forget HRSG Chemistry
 Schematic of a three-pressure HRSG. From my own experience at two utilities, but especially from working with clients at industrial plants and combined-cycle power plants, it is obvious that water and steam treatment/chemistry control often are neglected, at least compared to other processes. However, plant shutdown due to power or steam system failure can cost a plant millions of dollars in production lost and materials replacement. Some failures have even resulted in injury and death. The following list sums up many of the most important details of steam generator chemistry that have evolved over the past decades.
Schematic of a three-pressure HRSG. From my own experience at two utilities, but especially from working with clients at industrial plants and combined-cycle power plants, it is obvious that water and steam treatment/chemistry control often are neglected, at least compared to other processes. However, plant shutdown due to power or steam system failure can cost a plant millions of dollars in production lost and materials replacement. Some failures have even resulted in injury and death. The following list sums up many of the most important details of steam generator chemistry that have evolved over the past decades.
- Even seemingly minor contaminant in-leakage to boiler condensate can result in major problems, most notably steam generator tube failures that cause unit shutdowns.
- For systems with water-cooled steam condensers, the condenser can be the most dramatic source of contaminant in-leakage. Impurity introduction via a condenser tube leak has been known to cause boiler tube failures within weeks, and sometimes even days or hours.
- Too often at chemical or manufacturing plants, insufficient attention is given to condensate return from process equipment to the steam generator. The impurities introduced by contaminated condensate may be as harmful as those introduced by condenser tube leaks. Condensate recovery can be quite cost effective, but only if it is properly treated to prevent boiler contamination. Treatment may include filtration, ion exchange or other techniques.
- Unless the condensate/feedwater system of a high-pressure steam generator contains copper alloys, the use of oxygen scavengers is not recommended. For years it has been known that these reducing agents will establish flow-accelerated corrosion (FAC) in feedwater systems, economizers and the low-pressure evaporator of HRSGs, among other locations. FAC-induced failures have caused a number of fatalities at power plants in the last 25 years. The same phenomenon can occur in industrial plant steam generators. Even so, many project developers and owner’s engineers cannot shake the mindset of specifying an oxygen scavenger.
- Tri-sodium phosphate and caustic treatments are the two most common programs for high-pressure drum boilers. However, careful chemistry control of the entire water/steam network is required, as maintaining proper chemistry is like running on the razor’s edge. Acidic or basic corrosion, or possibly scale formation, may easily occur if chemistry drifts outside of recommended specifications.
- For all of the above items, accurate and reliable on-line monitoring systems need to be in place to detect upsets. Operators of the steam generator must be properly trained to recognize off-spec conditions. Often at a plant with a skeleton staff, such monitoring is shunted to the sidelines.
- Improper boiler lay-up can cause excessive corrosion that not only damages components, but also generates large amounts of corrosion products that travel to the steam generator and deposit on boiler tube surfaces. Under-deposit corrosion via several possible mechanisms is a primary cause of boiler tube failures. Ideally, for short-term shutdowns where water is left in the steam generator, nitrogen blanketing may be used to protect the system from air in-leakage. If nitrogen blanketing is not an option, then other wet lay-up procedures should be established. Also, reliable technologies now exist to remove dissolved oxygen from steam generator fill water. This is an important issue, particularly for units that face frequent shutdowns and startups, and where demineralized water and condensate are stored in atmospherically-vented tanks.
References
- Buecker, B., “Steam Generation Thermodynamics”; Chemical Engineering, November 2010.
- Buecker, B., “A Water/Steam Chemistry Audit Can Be Worth Its Weight in Gold – Part 1”; Ultrapure Water, May/June 2015.
- Buecker, B. and D. Dixon, “Combined-Cycle HRSG Shutdown, Layup, and Startup Chemistry Control”; Power Engineering, August 2012.
Brad Buecker is a process specialist with Kiewit Power Engineers, in Lenexa, Kan. He has 35 years of experience in, or affiliated with, the power industry, much of it in chemistry, water treatment, air quality control and results engineering positions with City Water, Light & Power in Springfield, Ill., and Kansas City Power & Light Company’s La Cygne, Kan., station. He has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and mass transfer balances and advanced inorganic chemistry. He is a member of the ACS, AIChE, ASME, CTI, and NACE. Buecker is also a member of the ASME Research Committee on Power Plant & Environmental Chemistry and the program planning committee for the Electric Utility Chemistry Workshop.



