Tungsten carbide: An alternative to chrome plating on work rolls
April 30, 2024Alternatives to chrome plating
Under the REACH regulations, it is the understanding that to file for an extension to use a banned substance, a company must prove that they are proactively seeking an alternative. Linde Advanced Material Technologies saw a lot of research and development activity across their aviation, energy and industrial markets in 2016 and 2017 before the September 2017 start date. Some applications were converted from chrome plate to tungsten carbide, like landing gear on the Airbus A350 main fitting. When companies received their extensions for four years, several customers went dormant, while others pushed on with research to move away from chrome plating. In the following subsections Linde Advanced Material Technologies will highlight alternatives to chrome plating being assessed by the industry against their ExoGard family of carbide coatings. Please view the entire paper here.
Chrome plating
Chrome plating is used for engineering purposes, decoration for appearance and rust protection mainly distinguished by the application thickness. Work rolls utilize two types of chrome plating: hard chrome and thin dense chrome. Hard chrome has a thickness from 25 to 250 microns and thin dense chrome has a thickness range from 1 to 25 microns. In both cases, chrome plating offers enhanced wear protection, reduced friction, anti-galling properties and some corrosion protection. In general, it is very economical to apply to parts, but the generation of hexavalent chromium is a health and safety hazard.
Trivalent chrome
Trivalent chromium is an alternate plating process that uses chromium chloride or chromium sulfide as primary ingredients in the plating bath. The plating solution consists of Cr3+ instead of the much more toxic Cr6+ that is traditionally used. This results in lower environmental restrictions for trivalent chrome as well as lower production of hazardous waste. The typical coating thicknesses for trivalent chrome coatings are limited to a maximum of about 25 microns. While trivalent chrome coatings typically have good resistance to corrosion, they are generally limited as an alternative to decorative chrome plating as the lower plating thickness, lower plating wear resistance and lower reported adhesion excludes their use as a replacement for hard chrome applications.
Electrodeposited nano-cobalt-phosphorous alloys
Nano-cobalt-phosphorus is another alternate plating technique that can utilize much of the same equipment as traditional chrome plating. The cobalt-phosphorus coating is generally dense and porosity free while offering superior corrosion resistance to chrome plating. The coating hardness is about 700 HV, below that of chrome plating and the abrasion resistance is inferior to chrome plating. The process can approach the hardness of hard chrome but with the addition of a subsequent heat treatment. This heat treatment temperature would need to be below 150° C due to the risk of changing the metallurgical properties of the rolls. This is a new process for the industry and the existing tank size capacity would need to be explored for work roll processing.
Low temperature chemical vapor deposition (CVD)
Low temperature CVD is a vacuum deposition technique in which one or more gaseous chemicals react with the part surface to produce a desired coating at a temperature of approximately 500° C. Typical achievable hardness is as high or higher than chrome plating while the wear resistance and corrosion resistance of the low temperature CVD coatings typically exceed that of chrome plating. Coating thicknesses of up to 100 microns are typical. The hurdle with this process is that the work rolls should not exceed a maximum temperature of 150° C due to metallurgical concerns.
Physical vapor deposition (PVD)
PVD consists of a family of vacuum-based deposition methods in which one or several solid target materials are sputtered or evaporated onto a part surface. While the range of coatings available via PVD is broad, for wear applications the resultant coatings are generally very hard and can offer very good properties, including oxidation resistance, at high temperatures. Coating thickness can vary depending on the coating, but typical thicknesses are less than 5 microns. Again, the maximum temperature limit of 150° C is a metallurgical concern for this process.
Diamond-like carbon (DLC)
DLC is a surface coating consisting of carbon atoms that is formed through various PVD or CVD processes. The carbon atoms can have varying ratios of sp3:sp2 bonds with coating properties varying as this ratio is changed. Additionally, certain dopants can be added to the coating to modify the properties as well. Regardless of the type of DLC used, the coatings are generally very hard and show a low coefficient of friction against most materials. Coating thickness for DLC is typically less than 5 microns. The deposition process temperature can reach down to 200° C but it is still above the maximum requirement expressed by Linde Advanced Material Technologies customers for work rolls.
High velocity thermal spray
High velocity thermal spray processes combust a fuel (hydrogen, propylene, kerosene) with either oxygen or air to create a hot, high pressure gas stream. A powder feedstock is then fed into this gas stream where it is propelled toward the part surface. The impact of the partially melted particles with the surface at high velocity creates very dense coatings with superior bond strength. These high velocity thermal spray processes were designed for coatings with a thickness above 75 microns to provide superior wear resistance and some corrosion protection. The high deposition rate and high surface roughness as deposited historically restricted their use as a chrome replacement at 5 microns thickness. Recently, Praxair Surface Technologies has developed the ExoGard family of coatings (Figure 1) to offer better economics to replace chrome plating as well as bring the industry new premium coatings that perform better than traditional high velocity thermal spray processes. The two families of interest for work rolls are the ExoFilm and ExoShield coatings. ExoFilm can be applied to textured surfaces with a thickness from 2 microns to 10 microns to follow the underlying profile. ExoShield offers high toughness and a very smooth as deposited finish, which makes finishing very economical for ground work rolls.
 Figure 1. ExoGard coating families and an image of the process coating a surface. Source: Linde Advanced Material Technologies
Figure 1. ExoGard coating families and an image of the process coating a surface. Source: Linde Advanced Material Technologies
ExoFilm coatings
ExoFilm coatings have been developed for application onto textured or engraved surfaces. ExoFilm coatings can be divided into two groups. The first is a thin and dense coating that covers 100% of the sample surface at a typical thickness range of 2 microns to 10 microns. This extremely low coating thickness offers minimal alteration of the underlying surface texture and significantly improves the lifetime of the workpiece. Linde Advanced Material Technologies' steel industry customers voiced that cost, not performance improvement, was a main feature for chrome plating replacement and, in response, a second ExoFilm group of coatings was developed that consists of a partial coverage of the underlying surface, which is the most economical of the ExoGard coatings. With the partial coverage method, either 25% or 65% of the sprayed surface is covered by the sprayed particles (United States Patent number 10,801,097). These particles protrude slightly above the sprayed surface and thus bear most of the wear contact experienced by the coated surface (Figure 2).
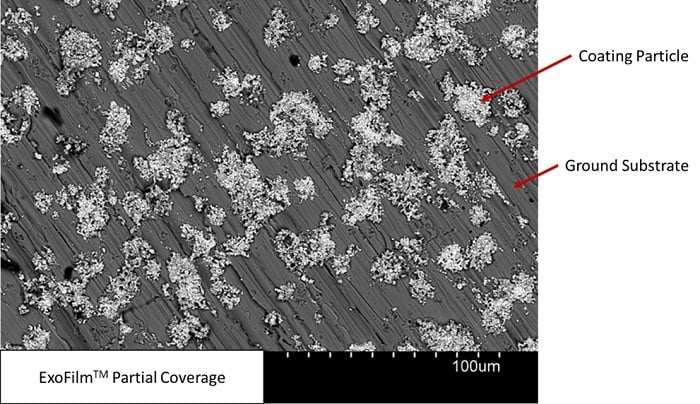 Figure 2. Surface image by SEM showing tungsten carbide particles partially covering the bare substrate. Source: Linde Advanced Material Technologies
Figure 2. Surface image by SEM showing tungsten carbide particles partially covering the bare substrate. Source: Linde Advanced Material Technologies
ExoShield coatings
ExoShield coatings are the hardest and densest of the ExoGard family of coatings. These coatings have negligible porosity and oxide content and are fully dense and do not require sealer to prevent corrosion as is typical in traditional high velocity thermal spray coatings. As a wear resistant coating on smooth work rolls that require a ground surface finish, ExoShield coatings offer a more economical coating option due to the quick finishing times and minimal required finishing stock (Figure 3).
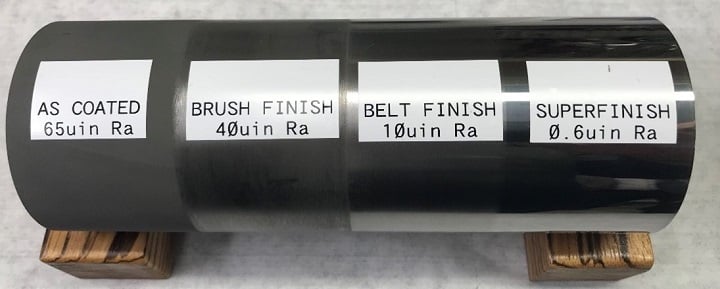 Figure 3. ExoGard coating with various surface finishes starting from the smooth as coated Ra of 1.6 µm. Source: Linde Advanced Material Technologies
Figure 3. ExoGard coating with various surface finishes starting from the smooth as coated Ra of 1.6 µm. Source: Linde Advanced Material Technologies
Surface characteristics for ground and textured work rolls
Surface characteristics
The surface characteristics for work rolls in tandem, temper and skin-pass mills differ. Common characteristics of surface roughness are arithmetical mean height Ra/Sa, peak count RPc/SPc, and skewness Rsk/Ssk. As mentioned earlier, chrome plating offers enhanced wear protection, lower coefficient of friction and corrosion protection as compared to bare rolls. These features are weighted differently for ground and textured rolls, so they will be discussed separately.
Ground work rolls
Ground work rolls are commonly bare or chrome plated. The benefit of chrome plating is to extend the rolling campaign by holding the desired surface finish, roll profile and enabling the ability to run narrow to wide strip due to no buildup. In addition, hard chrome adds lubricity when in contact with rolling fluids from its lower coefficient of friction, which aids in reducing the amount of iron fines generated during rolling, thus making a cleaner strip for the finishing lines. With all the different steel grades and rolling mill equipment, the company has found a wide range of desired surface characteristics from its customers. Table 1 provides some example surface parameter targets. It is suggested to have a neutral to negative skewness value to aid in the reduction of iron fines generation. Figure 4 shows images of a new and used chrome plated roll with an example of damage that occurs with chrome at the strip edge.
 Table 1. Some customer surface parameters for ground work rolls. Source: Linde Advanced Material Technologies
Table 1. Some customer surface parameters for ground work rolls. Source: Linde Advanced Material Technologies
 Figure 4. Surface images of a new chrome plated work roll before and after service. Source: Linde Advanced Material Technologies
Figure 4. Surface images of a new chrome plated work roll before and after service. Source: Linde Advanced Material Technologies
Textured work rolls
Textured work rolls are commonly chrome plated. The benefit of chrome plating is to retain the surface topography due to higher wear resistance than bare steel. The surface topography is critical to impart the desired surface finish on the strip. The valleys developed on the strip surface help to retain lubricant during stamping. The peaks developed on the strip surface aid in paint adhesion. Linde Advanced Material Technologies’ customers have shared a wide range of desired surface characteristics to match. It should also be mentioned that the surface texture should be isotropic and homogeneous. Table 2 below provides some example surface characteristic targets.
 Table 2. Some customer surface parameters for textured work rolls. Source: Linde Advanced Material Technologies
Table 2. Some customer surface parameters for textured work rolls. Source: Linde Advanced Material Technologies
To review the trials, results and current challenges, click here.
Conclusions
The adoption of REACH regulations in Europe is pushing companies to find an alternative to chrome plating. The demand for chrome plate on work rolls requires high output at a low cost. Historically the challenge for thermal spray coatings has been cost, due to the high deposition rates and high surface roughness. Linde Advanced Material Technologies‘ new high velocity ExoGard coating process closes the cost gap with its ExoFilm and ExoShield family of coatings. The ExoFilm coatings can be applied from 2 microns to 10 microns on textured work rolls and the ExoShield coatings are applied very thin, very smooth and can be finished economically. It took four years to industrialize a solution for groundwork rolls in the aluminum industry. Work started in the laboratory, moved to pilot line trials and then to mill trials. The steel industry is following the same development path, but the groundwork rolls are offering a challenge related to meeting today’s levels of iron fines on the strip surface. Linde Advanced Material Technologies expects significant progress in 2023 as steel mills prepare for a transition from chrome plating in year 2025. The company’s latest ExoShield coatings in laboratory trials are showing improved levels of iron fines generation and provide development direction for the next series of coatings. Once the performance targets are achieved, Praxair Surface Technologies is ready to support industrialization by supplying coated work rolls from Linde Advanced Material Technologies' global facilities while on-site or nearby facilities are being built under licensing agreements.



