Enabling New Age Knees
Jeff Klein | September 21, 2014Over the course of 50 years, the average person takes about 140 million steps. Add tennis, jogging and a gym membership and it’s no wonder that knee replacement surgeries increase 10% year over year. In 2010, American doctors replaced more than 590,000 knees.
All this repair work requires artificial joints – tough ones. Replacement knees are subject to frequent and severe stresses, although the actual assembly contains just three parts. The femoral socket is a shaped metal plate that envelops the end of the thighbone (femur). The tibial platform provides a metal cap to the tibia – the leg bone – with a stud inserted into the bone to add stability.
These cobalt-chrome or titanium components are initially anchored using a combination of cement, friction and screws. Separating them in the middle is a dome-shaped layer of ultrahigh molecular weight polyethylene. Its role is to mimic the wear surface – the patella – in a human knee. Under normal use, these three-part replacement knees are expected to last 25-30 years.
Titanium as a material for knee replacement has advantages over cobalt-chrome or other materials. It’s light and strong, and allergies to the metal are rare. But it's also difficult to machine, expensive and the dust is highly flammable. Implants with their curved surfaces, internal voids and varying porosity, are prime candidates for a non-machined solution.
Porosity is important to long-term implant success. Through a process called osseointegration, bones slowly grow into porous surfaces. The polyethylene patella also needs a porous surface to lock in its mechanical bond. Traditional machine tools can add limited porosity, but the extra work can increase the cost of the part by as much as 60-70%.
Titanium metal injection molding, or Ti-MIM, is capable of producing high-strength parts with the complex surfaces and porous regions required for artificial knees. There is one catch and it’s a big one: titanium powder is highly reactive. That means impurities, especially carbon and oxygen, will weaken the finished product. The entire process, from mixing and molding to debinding and sintering must be done within an inert gas environment.
There are relatively few Ti-MIM medical device manufacturers. Barriers to entry are high – the process is critically dependent on feedstock purity, cleanroom-level operations, proprietary feedstocks and binders, precise sintering, and mastery of federal Food and Drug Administration regulations. Current players include Germany’s Element-22, Canada’s Maetta and Praxis Technology based in upstate New York.
Manufacturing high-purity titanium alloy powder is equally difficult. A relative handful of producers are capable of making low-oxygen medical-grade powder. Plasma or gas atomization (PA) is the preferred method to produce the spherical 5-150 micrometer grains prized for their flow and packing characteristics.
For medical parts in particular, the injection feedstock must be precisely formulated. Binders are added to turn metal powder into the flowable material used by injection molding machines. Entrained bubbles or any change in consistency will ruin the batch. Since binders are so critical to product success, companies keep their binder chemistry secret.
Two-stage binders are commonly used for metal injection molding. The first stage uses solvents, water or acid vapor to partially dissolve the binder after the object is released from the mold. The remaining binder – stage two – is burned off in the sintering furnace. A correctly formulated binder maintains its structure during the molding process but can be completely removed during debinding and sintering.
Medical implants require a Grade-5 titanium alloy, commonly Ti-6Al-4V. Fatigue strength for sintered powder parts made from this alloy typically runs 480 megapascals (MPa) over 10 million stress cycles. Load-bearing medical applications require at least 620 MPa. Without specialized treatment, normal Ti-MIM products are not capable of meeting these requirements.
Praxis Technology bills itself as capable of meeting the 620 MPa benchmark. The company's process claims to improve the microstructure of the final sintered titanium product without compromising the chemical and mechanical requirements of ASTM F2885, which governs the alloy’s properties.
Joe Grohowski, Praxis president and CTO, says his company faced several challenges in bringing fatigue strength up to spec. These challenges included years of powder metallurgy research and process development with the Grade-5 alloy. More time was spent developing binder systems, sintering routes and systems capable of supporting a commercial manufacturing line. Titanium powder’s flammability required a level of material handling safety not normally needed for a typical injection molding operation. The company also had to complete the validation steps necessary to attain ISO 13485 certification, which covers implantable product manufacturing.
With knee implants, fatigue performance is half the story. Integration surfaces – both for bone growth and polyethylene attachment – are equally important to making the surgery a once-in-a-lifetime event. Until recently, integration surfaces were applied as additional thermal coatings or as inserts requiring forging and machining processes. Besides adding time and cost, these methods increase stress at the point of application and compromise the part's overall strength.
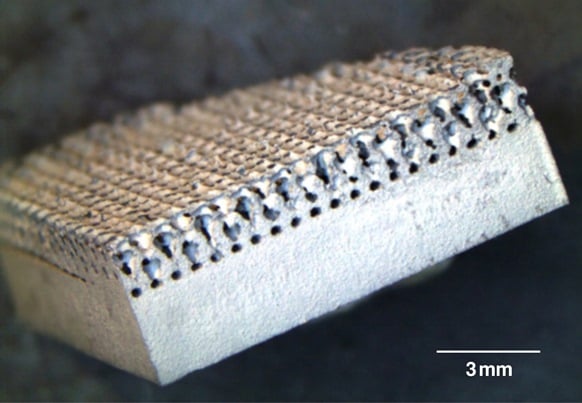 Molded ingrowth surface. Source: Praxis Technology
Molded ingrowth surface. Source: Praxis TechnologyPores also need curved cross sections, since angular pore surfaces encourage hairline cracks that could compromise an FDA 20 MPa tensile strength requirement. Software maker WithinLab, for example, sells AM programs for porous integration surfaces.
Several AM technologies are suitable for printing these connected pore models. An insert printed from water soluble photopolymers can be dissolved after molding. Thermoplastic printing using fused deposition modeling is less popular, since a sacrificial insert would be difficult to dissolve or vaporize. A recent patent recommends cellulose-based resins, which can survive the temperature and pressure of injection molding yet are readily soluble in water and organic solvents.
Using its AM process, Praxis creates sacrificial replicas of an ideal integration surface. As the titanium/binder mix is forced into the mold, it surrounds the insert. The insert then is dissolved, leaving behind a bone-friendly network of interconnected passages. Because the insert is built into the mold, integration surfaces can be formed within internal voids, undercuts and other places machine tools could never reach, and without weakening the part.
Knees are one of many medical parts suited for sintered titanium injection molding.
Other parts currently available or under consideration include acetabular cup (socket) and femoral (ball) hip replacements, implantable injection ports, spinal fusion connectors and other small biomedical components that are easier to mold than machine. Metal injection molding can reduce the original equipment manufacturer cost by 20-30% over traditional machined knees, which typically cost upwards of$400. Grohowski says that any irregular, high-volume part smaller than a golf ball is ideally suited to the Ti-MIM process.
Fatigue strength continues to be the primary differentiator among Ti-MIM manufacturers. Given the long lead times required for testing and validation of medical devices, few in the industry expect Ti-MIM implants to gain commodity status. However, Ti-MIM provides advantages that include strength, weight, biocompatibility and the ability to be formed into complex shapes, which help make it a viable technology.



