Introduction to metal injection molding
Seth Price | January 26, 2024Metal injection molding (MIM) is a technique of near-net shape construction for small components. While not all parts can or should be produced with MIM, it offers some advantages over other manufacturing processes in certain situations.
MIM is an economical process for medium and high volumes of small parts. It generates little waste, making it advantageous for specialty and expensive alloys. It also can be used to make very small parts with a high degree of accuracy. This makes MIM a good choice for medical devices, small robotics parts and other similar markets.
The MIM process
The MIM process consists of several important steps. The first, and most important and time-consuming step is the design of the injection molds. Proper mold design will allow material to flow freely into the mold without forming stringers, cold shuts and other such injection molding defects. However, once the mold is designed, it is good for many repeated cycles, making it a wise investment for medium to large volume runs of components.
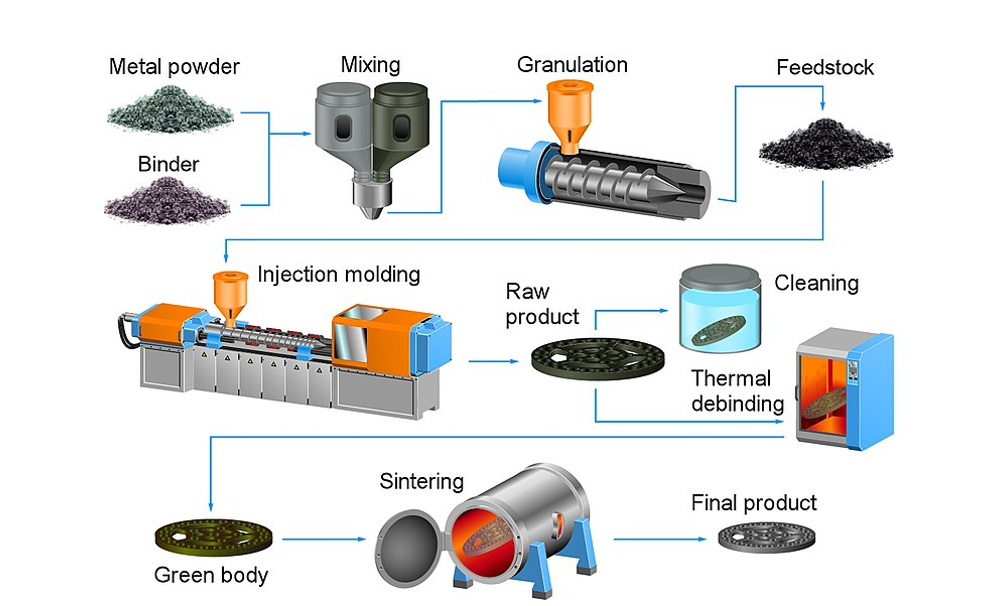 The MIM process. Source: Carloburkhardt/CC BY-SA 4.0 DEED
The MIM process. Source: Carloburkhardt/CC BY-SA 4.0 DEED
After the mold is designed, the composition of a thermoplastic paste containing the alloy particles is developed. The thermoplastic paste is a combination of a binding agent and the metal powder. Most MIM companies already have a few common recipes, and so the choice of which MIM company often focuses on who will inject the proper metals.
Once the recipe is complete, the actual injection process can begin. The thermoplastic paste is injected into the mold. Because the mold volume is known, the nearly perfect volume of thermoplastic is injected. The injector is often heated to decrease the viscosity of the paste. A little extra volume is injected to account for shrinkage during future processing.
After the mold has been filled, it is heated to remove the binder. The chemistry of the paste must be carefully designed so as to not generate pores during the binder decomposition. The heating process is also tailored to remove any gases generated during this process. The component is also heated to sinter the metal particles together. The metal particles begin to bond together through diffusion bonding, accelerated by the heat.
The fully sintered part is removed and some final post-processing is performed. While the MIM process yields a near-net shape, grinding, polishing and the removal of the sprue or any small risers or support structures is necessary. A properly designed mold will minimize the amount of post-processing, but some is required.
Clever automation systems will move multiple molds through this process to create medium and high volumes of completed parts. The initial startup cost is associated with designing the mold, and ramping up production numbers means a linear cost in materials, but it scales favorably.
 These tiny dental braces were produced by MIM. Source: Panadda Niranatlumpong et al./CC BY 3.0 DEED
These tiny dental braces were produced by MIM. Source: Panadda Niranatlumpong et al./CC BY 3.0 DEED
MIM markets
The ability to make very small but accurate parts at high volumes make MIM a good choice for many high value markets. Titanium MIM, or TiMIM is used extensively in the medical devices industry for this reason. Pacemaker leads, bone screws, stents and other small components that require extremely long service lives, biocompatibility and high strength to weight ratios.
Outside of medical devices, MIM is used to make high precision robotics components for automation systems, components for firearms, fishing reels, bicycles and other sporting goods, and many other applications.
MIM, as compared to other manufacturing techniques
As technologies advance, manufacturing techniques fall in and out of style, based on economics and market demands. There are many components on the market that can only be easily produced through MIM, but others can be made using other techniques.
The most common competitors to MIM are computer numerical control (CNC) machining, investment casting and additive manufacturing. The design engineer should evaluate each of these techniques on the basis of their advantages, disadvantages and design requirements for each particular component.
MIM versus CNC machining
In comparison to CNC machining, MIM wastes far less material. CNC may be used as a finishing step, but the near-net shape manufacturing made possible through MIM means only small amounts of raw material are wasted. For specialty, precious or other expensive alloys, this is a tremendous advantage.
Also, there are some geometries that are very difficult to manufacture using CNC machining that are not as difficult with MIM. Hollow vessels and some other delicate structures have a higher scrap rate with CNC machining as compared to MIM.
MIM versus investment casting
Another competing manufacturing technique to MIM is investment casting. Investment casting can produce small, high volume parts, just like MIM, but is more energy intensive, as the alloys must be melted, versus sintered at high temperature. Furthermore, the investment (the ceramic shell) is broken away and must be discarded. Sometimes, small particles from the investment can become trapped in the molten metal, and act as impurities, stress concentrators and other defects.
MIM versus additive manufacturing
Additive manufacturing techniques, such as 3D printing, can be used to manufacture small components. While the most advanced 3D printers are starting to approach the high resolution possible in MIM, they are not quite there yet. Small features may not print properly without support structures that need to be removed during post-processing. MIM is also capable of producing very low porosity parts, even forming hermetic seals. This is incredibly difficult to do with additive manufacturing.
Outside of the design requirements, additive manufacturing is much harder to scale than MIM. In order to speed up 3D printing, more expensive 3D printers are required. A few injectors can be used to fill many molds. If speed must be increased, more molds are required. Once the initial mold design is complete, this is a linear expense.
Final thoughts
MIM is a promising yet somewhat mature technology. It is not the best fit for every situation, such as large parts, and parts that can be made with inexpensive, common alloys, but it works very well for small and complex parts made from specialty alloys.
With the aging population in many industrialized nations, the need for MIM will likely increase as will demand for safe, long-lasting medical devices. MIM, and its subset TiMIM, will continue to be an important part of medical device manufacturing.



