How are bearing balls made?
Ken Thayer | July 31, 2019Bearing balls are the component of a ball bearing that permit smooth, friction-free rotary motion. They are typically manufactured out of steel, but can also be made from other materials such as silicon nitride ceramic, plastic or even glass.
Steel bearing balls are easily the most common ball material, with tens of millions produced annually. They are near-perfectly round and are polished with a mirror-like finish to provide precision rotary motion in machines, power tools, motors, power transmission and hundreds of other applications.
Have you ever wondered how they are made? The answer is a multi-step process that converts a slug of unhardened steel to a hardened, ground and polished round ball.
 Bearing ball manufacturing process. Source: Miniature Ball IndustriesThe slug
Bearing ball manufacturing process. Source: Miniature Ball IndustriesThe slug
Metal bearing balls are manufactured from steel wire or rod. During the first step in the process, the wire or rod is cut into small pieces called slugs. The volume of material for the slug is slightly larger than that of the finished ball. The excess material is removed in subsequent machining steps. At this stage, the material has not been hardened and is somewhat malleable. This is important so that the slug can be formed into a spherical shape in the next manufacturing step.
Heading
The slug is then fed to a header machine where the balls are put through a cold-forming process called heading. In cold heading, the slug is placed between two semi-spherically shaped dies and shaped under pressures between 10 and 20 tons. It is a high-speed process and can be very loud, especially for large-diameter balls, requiring ear protection for machine operators. Heading forms the slug into a spherical shape called a raw ball. There is a little excess material that still needs removal.
Flashing
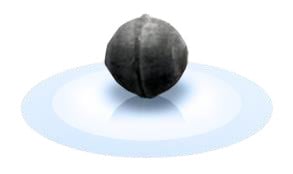 Cold-headed ball with flash present. Source: Global Precision Ball & RollerThe excess material, called flash or burrs, needs to be filed away. This is done in the flashing process, also referred to as filing. This removes the flash, but they are not yet perfectly round and the metal is still soft. There are two different machining variations that manufacturers use, but both involve rolling the balls between metal plates.
Cold-headed ball with flash present. Source: Global Precision Ball & RollerThe excess material, called flash or burrs, needs to be filed away. This is done in the flashing process, also referred to as filing. This removes the flash, but they are not yet perfectly round and the metal is still soft. There are two different machining variations that manufacturers use, but both involve rolling the balls between metal plates.
- Flash is removed by rolling them between heavy cast-iron plates that rotate in opposite directions.
- Flash is removed by passing the balls between grooves in two metal plates, one rotating and one stationary.
Soft grinding
Some manufacturers will then put the balls through a soft grinding process. It is referred to as soft because the material is not yet hardened. This operation is similar to the flashing process but an abrasive grinding stone is used instead of one of the metal plates.
Heat treating
Now that the balls have had the excess material removed and are relatively round, they are put through a heat-treating process to harden and strengthen. The balls are heated to approximately 1,500° F and then quenched in an oil bath. They are heated again to a much lower temperature. approximately 325° F, resulting in a ball that is through-hardened.
Descaling
After heat treating, the balls are discolored and covered with oxide deposits. To remove these deposits, the balls are put through a process called descaling. Descaling involves using a chemical agent, usually an acidic compound, to remove the build-up on the balls.
Grinding
Now that the balls are hardened and relatively round, they are nearing the end of the manufacturing process. The next step is to grind the balls to size them and improve roundness geometry. The process is similar to the soft grinding process used earlier — the balls are rolled between a steel plate and a fine-grit grinding wheel.
Lapping
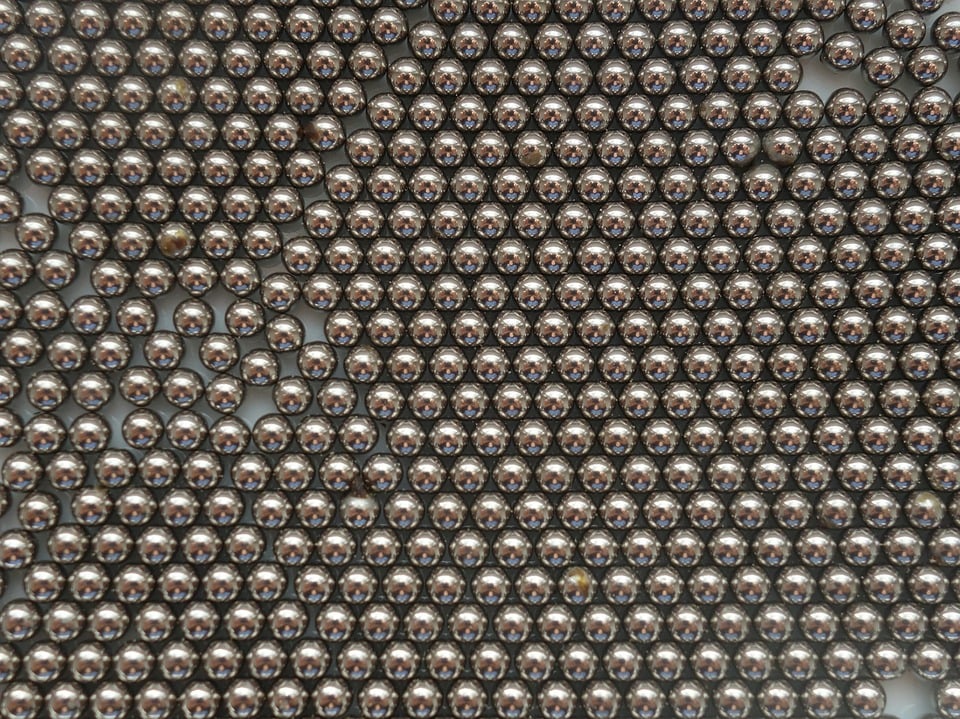 Finished steel balls.The last step in the process is to lap the balls. Lapping is a superfinishing process that improves the surface finish or geometry and removes small amounts of material so that the balls attain the tight, required tolerances.
Finished steel balls.The last step in the process is to lap the balls. Lapping is a superfinishing process that improves the surface finish or geometry and removes small amounts of material so that the balls attain the tight, required tolerances.
The balls are rolled between two hardened steel plates, with one fixed and one rotating at a low speed. The balls are now perfectly round and have a mirror-like finish.
Washing and sizing
Now that the manufacturing process is complete, they are washed to remove any leftover residue. Lastly, the clean balls are inspected for scratches and sized. Even though the balls all have the same nominal outside diameter, small variances still occur. The ball grade defines the geometric tolerances of the bearing. The lower the grade number, the tighter the tolerances. The number of the grade is related to the sphericity and diameter variation of the balls. The tolerances are extremely tight and the variation between balls is quite small. The following table defines this relationship.
 Grade tolerances for inch and metric sizes.
Grade tolerances for inch and metric sizes.
Balls are then packaged for sale to original equipment manufacturers and other end users.
Standards
Steel balls for rolling element bearings are manufactured to the following standards.
- ABMA STD 10A — Metal Balls for Unground Bearings and Other Uses
- ASTM F2215 — Standard Specification for Balls, Bearings, Ferrous and Nonferrous for Use in Bearings, Valves, and Bearing Applications
- DIN 5401 — Balls for rolling bearings and general industrial use
- ISO 3290-1 — Rolling bearings — Balls — Part 1: Steel balls
- JSA — JIS B 1501 — Rolling bearings — Balls


