How ball bearings are manufactured
Ken Thayer | March 28, 2017Rotary bearings, whether they are ball, roller, plain or needle bearings, are used in almost any application involving rotary motion, such as automobile wheels, dentist drills, machine tool spindles, draw bridges, motors, pumps and thousands of other applications.
Ball bearings are rolling element bearings that use balls to separate the bearing races and provide smooth, low friction motion in rotary applications. Ball bearings are manufactured in hundreds of sizes, from the ultra-small 1.50 mm diameter bearing for use with miniaturized medical devices and micro-motors, to bearings over 15 feet in diameter for use in heavy equipment.
How are ball bearings made, and how do they get the balls so round? The answer is a multi-step manufacturing process involving machining, heat treating, grinding, honing, lapping and assembly. Although there may be variations, the following process applies to the vast majority of standard ball bearings produced today.
Components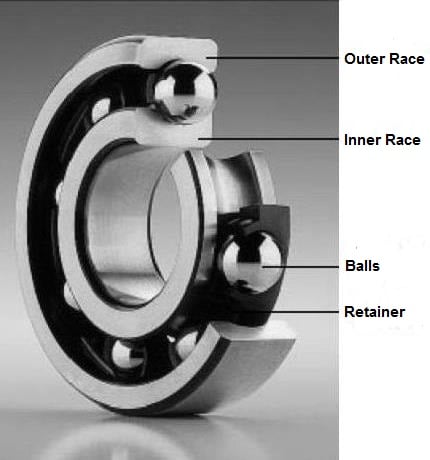 Ball bearing construction
Ball bearing construction
Ball bearings are comprised of two bearing rings (or races), balls and (depending on the type) a retainer to maintain ball separation. Additional components such as seals and shields may be present as well, but this article will focus on the main bearing components of rings, balls and retainer.
Materials
The vast majority of bearings are manufactured from chrome steel, but many materials are used to maximize bearing performance and life.
The most common material used for bearing races is SAE 52100 steel. SAE 52100 is a chrome steel (1% carbon, 1.5% chrome alloy) and is dimensionally stable to 250 degrees F or greater, depending on the heat treatment process. SAE 52100 also has excellent elasticity, machinability and uniformity properties. Another popular material is AISI 440C stainless steel, used because of its anti-corrosive properties. AISI 440C is more expensive to machine than 52100 and cannot take as large a load. At 70 degrees F, 440C has 85% of the load capacity of 52100. Other martensitic stainless steels are used as well to reduce bearing noise or increase fatigue life. AISI M50 steel is used in critical life support system applications, such as the aircraft industry. M50 is twice as reliable as 52100 and contains 4% molybdenum to increase strength. The major tradeoff is cost, as M50 is approximately ten times as expensive as 52100.
Bearing balls are also most commonly manufactured from AISI 52100 steel. Other bearing ball materials include AISI 440C stainless, as well as other stainless materials, ceramic, glass and even plastic.
Bearing retainers, also referred to as cages or separators, are manufactured from a variety of materials, including stamped steel, stamped brass, machined steel, machined bronze, molded nylon or Acetal (POM), and phenolic.
Manufacturing Process
The manufacturing process used to manufacture a ball bearing's inner and outer rings is almost identical.
- The rings start out as tube stock. Automatic machines similar to lathes, such as screw machines, use cutting tools to cut the ring to the basic shape, leaving extra material for machining.
- Outer ring faces are stamped with bearing number and manufacturer information.
- The next step in the process of ring manufacturing is hardening. The rings are heated to a temperature of 1565 degrees F for 15-20 minutes, quenched in oil at 375 degrees F for 15-20 minutes, and then tempered at 340 degrees F for 2 hours.
- The next steps in the process of both inner and outer rings are grinding by specialized grinding machines to achieve the finished dimensions.
- Face grinding to achieve proper bearing width
- OD grinding for outer rings and bore grinding for inner rings
- Race grinding for proper radius, race location and geometry
- The final manufacturing step is honing of the races for proper surface finish and geometry
Additional steps may be required for some bearings. For example, angular contact bearings may need additional face grinding to ensure that the inner and outer rings are the same width when the bearing is under a thrust load. Even if the inner and outer ring start out the exact same width, many factors may cause them to be misaligned when the bearing is assembled and under load, such as variances in race radius, race location, race geometry and ball diameter.
Like bearing rings, bearing balls are manufactured using a multi-step process.
- Balls start out as a wire or rod slug containing the proper amount of material required in the finished ball
- The slugs then undergo a cold heading process to form a near net spherical shape
- The balls are then filed, or tumbled to remove flash and burrs
- Soft grinding is employed to produce balls of uniform size
- Balls are hardened using a process similar to the one used for bearing rings
- The hardened balls undergo a finish grinding process to achieve finished size and roundness specifications
- Finally, the balls undergo a lapping process to achieve final tolerances and surface finish requirements
Bearing retainers are manufactured through a number of different processes, depending on the material and size. Manufacturing processes include stamping and forming, molding, forging and machining.
Assembly
Once the bearing components are manufactured, the components are measured, matched and assembled to make a finished bearing. Matching is an important part of the assembly process. Inner and outer ring ball groove shape and radius are measured and matched with balls of the correct diameter to produce a finished bearing that meets the specified tolerances for bearing runout.
The following graphic was obtained by the author during his employment by the Fafnir Bearing Company.
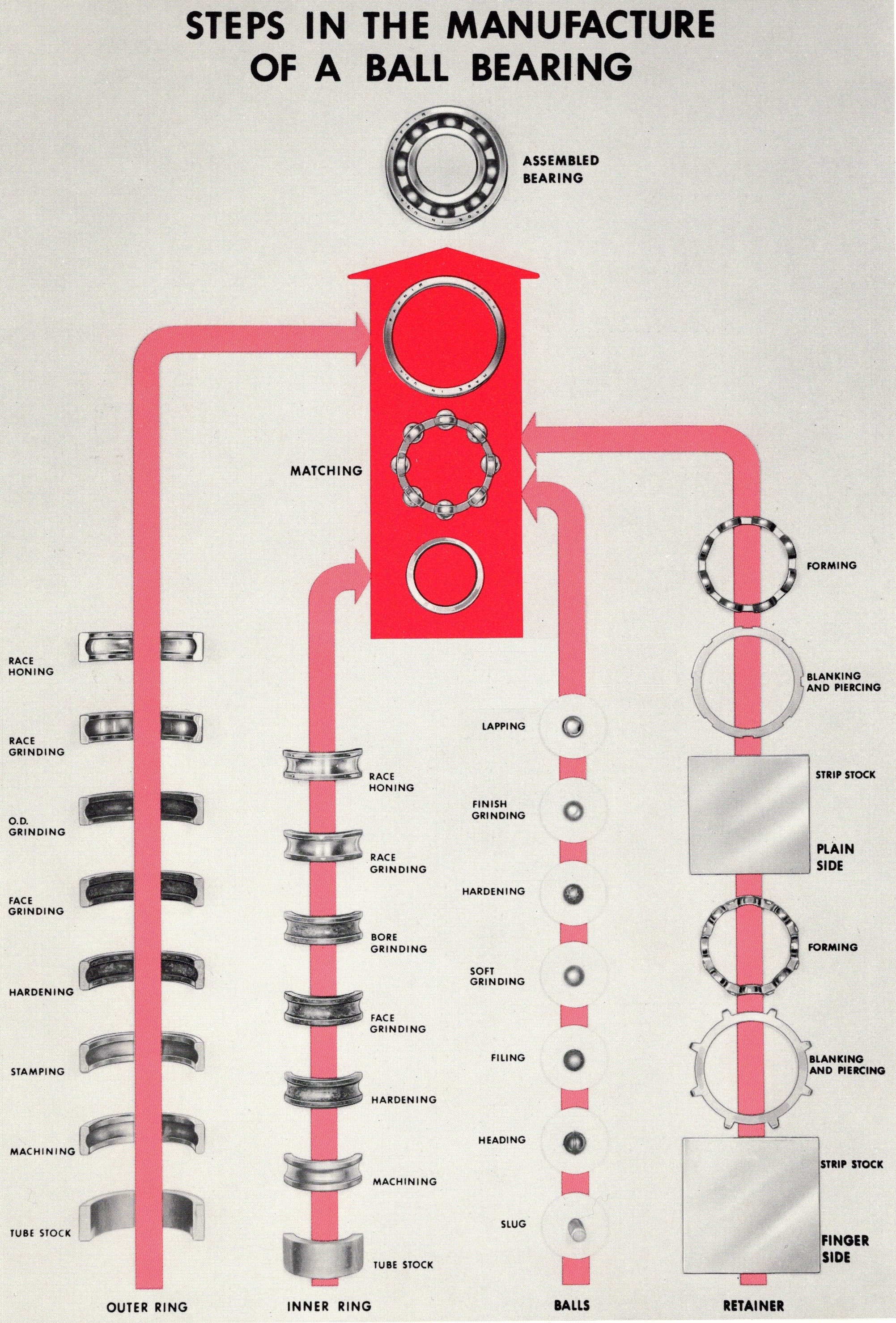 Image credit: Fafnir Bearing Company (Copyright 1964)
Image credit: Fafnir Bearing Company (Copyright 1964)
Resources
ABEC Bearing Ratings Explained


