Metal forming machine tools — Part 1: Bulk metal
Gary Kardys | February 11, 2019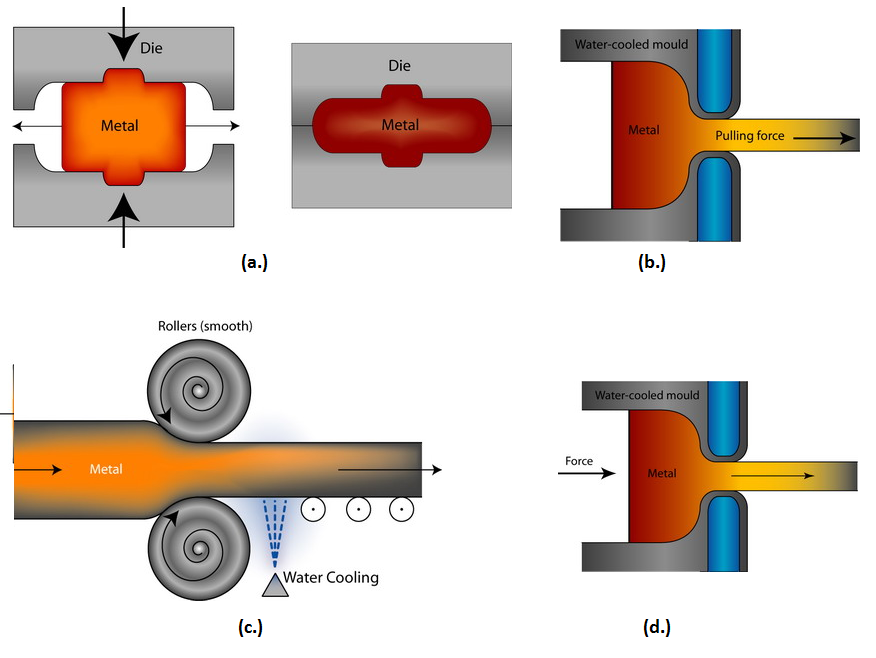 Figure 1. Bulk metal forming process include (a.) forging, (b.) drawing, (c.) rolling and (d.) extrusion. Source: DoITPoMS, University of Cambridge U.K.Shaping is an important step for turning raw materials, metals and alloys into semi-finished stock and finished parts.
Figure 1. Bulk metal forming process include (a.) forging, (b.) drawing, (c.) rolling and (d.) extrusion. Source: DoITPoMS, University of Cambridge U.K.Shaping is an important step for turning raw materials, metals and alloys into semi-finished stock and finished parts.
Shaping technologies can include casting, forming, machining or subtractive processes machining, etching, atomization, and additive methods like powder metallurgy, 3D printing, plating and welding.
(For background on iron and steel production, read Ironmaking 101 – From Ore to Iron with Blast Furnaces, Ironmaking 101 – From Ore to Iron with Smelting and Direct Iron Reduction and Technology and Processes Behind Steel Production on Engineering360.)
Most deformation processes and their associated forming machine tools can be placed into one of two groups: bulk forming and sheet metal forming. Machines for each use tensile, compressive and shear stresses or a combination of tensile and compressive stresses to permanently deform the metal into desired shapes.
Forming processes also can be grouped into hot, cold and warm forming. Cold-worked materials typically have better surfaces and the “work hardening” that occurs during cold-deformation processing increases strength and reduces ductility. Work hardening limits the amount of cold deformation without intermediate furnace anneal cycles.
Hot working or thermomechanical processing can result in greater amounts of deformation because recrystallization occurs during the process. Yield strength drops with increases in temperature, so alloys can be hot deformed with lower applied stresses or forces. Hot worked metal surfaces have poorer tolerances, rougher surface finishes and oxide scales. Abrasive finishing and acid pickling are used to descale hot worked metal surfaces.
The machine tools below are examples of bulk metal forming equipment.
Bulk forming machines
 Figure 2. Open die forging press for upsetting or thermomechanically process alloy for structure and integrity improvement. Source: Schuler GroupBulk forming machines induce large deformations or reductions-in-area to convert a billet, block or ingot into a more complex shape or into a 2D shape such as plate, sheet, strip, foil, rod, bar or wire.
Figure 2. Open die forging press for upsetting or thermomechanically process alloy for structure and integrity improvement. Source: Schuler GroupBulk forming machines induce large deformations or reductions-in-area to convert a billet, block or ingot into a more complex shape or into a 2D shape such as plate, sheet, strip, foil, rod, bar or wire.
Bulk forming processes include forging, swaging, extruding, rolling and drawing. These actions produce “wrought” metal alloys, which have high density, homogeneity and integrity. Forging, rolling and extruding machines apply compressive stress to deform metals.
Drawing mills use tensile stress to deform metals when they pull material through a die. In wrought or bulk forming processes, massive plastic deformation occurs with insignificant elastic recovery. The large plastic deformations close pores, break up inclusions and induce dislocation defects. If the material is cold or at ambient temperature, work hardening increases strength and reduces ductility. The dislocations nucleate grain recrystallization during hot processing or in post-forming anneals of cold-worked material. The resulting microstructural refinement improves mechanical properties and integrity.
Forges, forging presses and forging equipment use compressive force and a high workpiece temperature to shape metal by plastic deformation. Forging can be performed hot, cold or warm depending on the specific alloy. Hot forging involves the plastic deformation of a metal at a temperature and strain rate where recrystallization and deformation occur simultaneously. This prevents strain hardening, which can reduce ductility and contribute to brittle failure and structural fatigue.
Forging can improve the density and microstructure of materials, but the process can also be used to form high integrity landing gear components (trunnions, braces, strut bodies). Forging presses can perform a variety of forming processes depending on machine, tooling and set up such as reduction, ironing, closed die forging, impression die, ring rolling, upsetting (open die forging), piercing and trimming.
 Figure 3. Hydraulic radial forging machine. Source: SMS GroupSome forging shops are geared toward massive open die or upset forging for alloy or ingot processing, while other shops perform small part fabrication using closed die methods. High Performance Alloys’ “How To Buy Forgings” guide provides an overview of working with a shop to develop proper specifications for dimensional tolerances, design or shape, surface finish, among other thing.
Figure 3. Hydraulic radial forging machine. Source: SMS GroupSome forging shops are geared toward massive open die or upset forging for alloy or ingot processing, while other shops perform small part fabrication using closed die methods. High Performance Alloys’ “How To Buy Forgings” guide provides an overview of working with a shop to develop proper specifications for dimensional tolerances, design or shape, surface finish, among other thing.
Swaging machines, radial forges and rotary swaging equipment form a workpiece by forcing it into a die to reduce or increase the diameter of tubes or rods. They have two or more opposed and oscillating dies orientated around a blank of rod, tube, billet or similar cylindrical workpiece. Radial forging can reduce stock diameter or form a shape with variations in diameter. A central mandrel is used when a tube or other hollow shape is being produced. Rods can be pierced to form tube or hollow shapes and then enlarged or reduced in diameter. Radial forging can work or deform alloys that might crack during a rolling process. Powder metal and metal matrix composite sintered billets can be powder forged to fully densify a material while retaining a fine grain structure with high homogeneity.
 Figure 4. Piston extrusion presses process powdered ceramics, metals, plastics and composites into a wide variety of profiles ranging from simple cylinders and tubes, to complex honeycomb shapes. Source: LoomisExtrusion machines use a ram to force or pull unformed material into alignment guides and shaped dies to produce lengths of stock forms and cross-sectional shapes. Extruders can form tube and long complex cross-sections in metal alloys with the proper extrusion dies and tooling.
Figure 4. Piston extrusion presses process powdered ceramics, metals, plastics and composites into a wide variety of profiles ranging from simple cylinders and tubes, to complex honeycomb shapes. Source: LoomisExtrusion machines use a ram to force or pull unformed material into alignment guides and shaped dies to produce lengths of stock forms and cross-sectional shapes. Extruders can form tube and long complex cross-sections in metal alloys with the proper extrusion dies and tooling.
Extrusion machines form materials or parts through indirect or backward extrusion and direct or forward extrusion. Metal extrusions are produced at high speeds with minimal material waste or scrap. Thin-walled stock or parts can be extruded — aluminum as thin as 1 mm and steel as thin as 3 mm — with smooth surfaces or low Ra finishes.
Cold and hot extrusion are both possible depending on the alloy. In hot extrusion, the alloy is heated to 50% to 70% of the melting point; this leaves the material in a soft, plastic state. Extrusion is another hot forming process where a combination of deformation and recrystallization happens. Canned or sintered powder metal billets, composites and other brittle alloys can be extruded because the raw materials are under compressive and shear stresses.
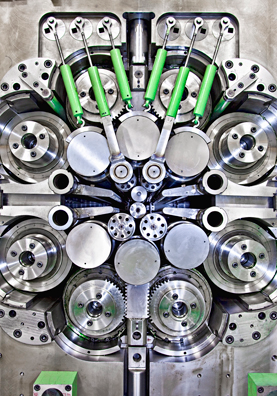 Figure 5. The Z-mill is a Sendzimir type hydraulically loaded and gauge controlled 20 roll high rolling mill. Source: Waterbury FarrelRolling mills are machines that shape metal by passing it through the nip between two rolls. They are used to flatten and reduce metal billet, ingot or continuously cast stock to a thinner plate, bar, sheet or strip.
Figure 5. The Z-mill is a Sendzimir type hydraulically loaded and gauge controlled 20 roll high rolling mill. Source: Waterbury FarrelRolling mills are machines that shape metal by passing it through the nip between two rolls. They are used to flatten and reduce metal billet, ingot or continuously cast stock to a thinner plate, bar, sheet or strip.
The simplest rolling mill type consists of two opposed rolls. Additional back-up rolls are used behind the work rolls contacting the material being rolled in order to reduce roll deflection, which causes material thickness variations. Rolling mills can have many layers of back up rolls such three high, four high or even “20 high” cluster mills. Work rolls are made of materials such as hardened die steel or high-speed tool steel and even tungsten carbide.
Work rolls can also have patterned surfaces to produce embossed metal sheets such as diamond floor plate. Smaller minimills providing prototype and short runs may utilize a reversible rolling mill where a material can be passed back and forth through the same rolls to accomplish the desired size reduction.
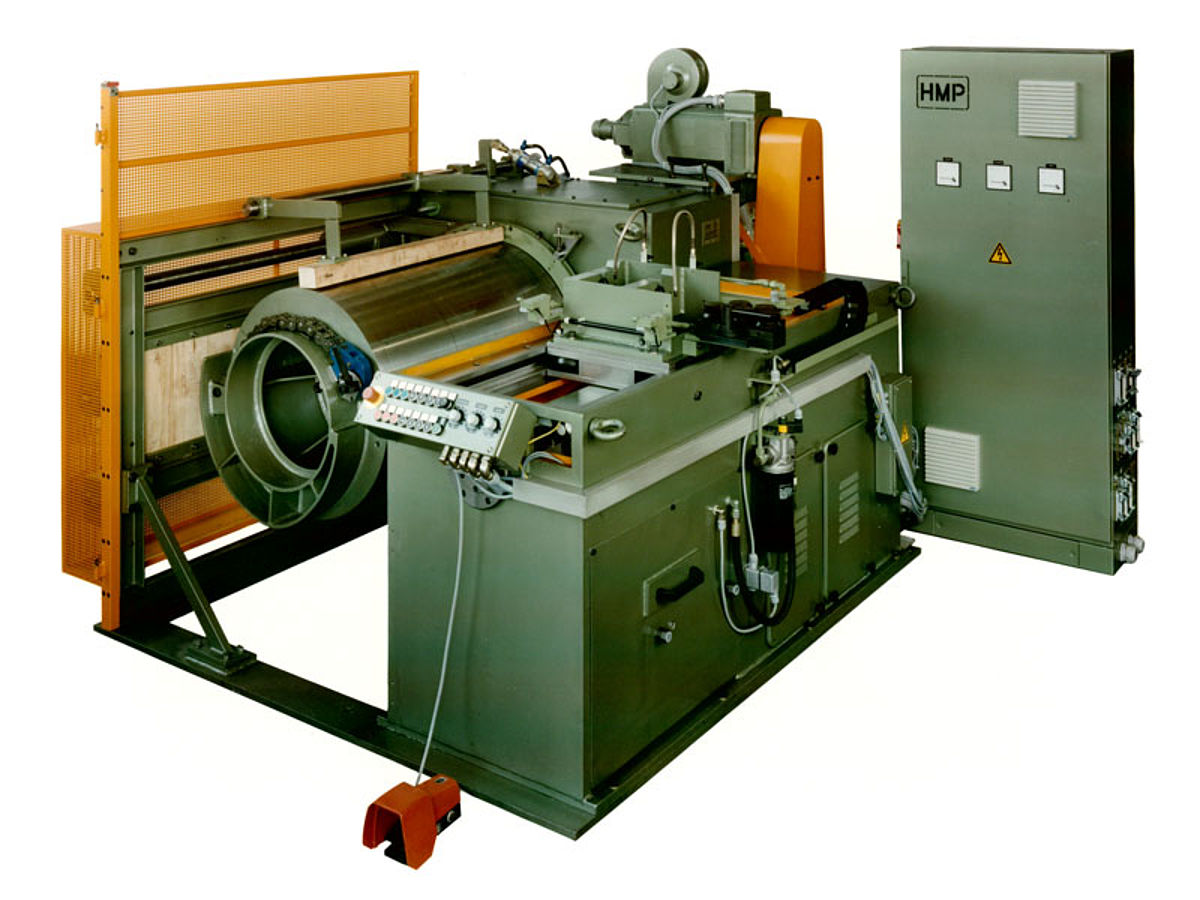 Figure 6. Horizontal drum-drawing machine with axial traverse and drawn in tongs. Source: HMPDrawbenches and drawing machines reduce the size of metal sheets, wire, tubes and rods by drawing or pulling metal stock through a drawplate or dies. While tensile force is used to pull the metal, the metal experiences local compressive stress in the die region. The tensile strength of the metal limits the amount of tensile stress that can be applied during drawing.
Figure 6. Horizontal drum-drawing machine with axial traverse and drawn in tongs. Source: HMPDrawbenches and drawing machines reduce the size of metal sheets, wire, tubes and rods by drawing or pulling metal stock through a drawplate or dies. While tensile force is used to pull the metal, the metal experiences local compressive stress in the die region. The tensile strength of the metal limits the amount of tensile stress that can be applied during drawing.
Wire mills and wire flattening machines produce square or rectangular flat wire as well as shaped wire with contoured cross-sections and complex profiles. Wire mills may use a drawing or rolling process.
For instance, round wire produced on a drawing machine can be flattening or shaped in a rolling mill or “Turk's head” to produce wire with flat, hex or square cross-sections. Turk's head machines have four rolls or two perpendicular sets of opposed rolls providing the equivalent of an adjustable wire die through a rolling process with inherently less friction compared to wire die drawing. Flat rolls can be produced almost any desired square or rectangular shape. Contoured rolls can be used to produce more complex wire profiles.
From stock material to finished part
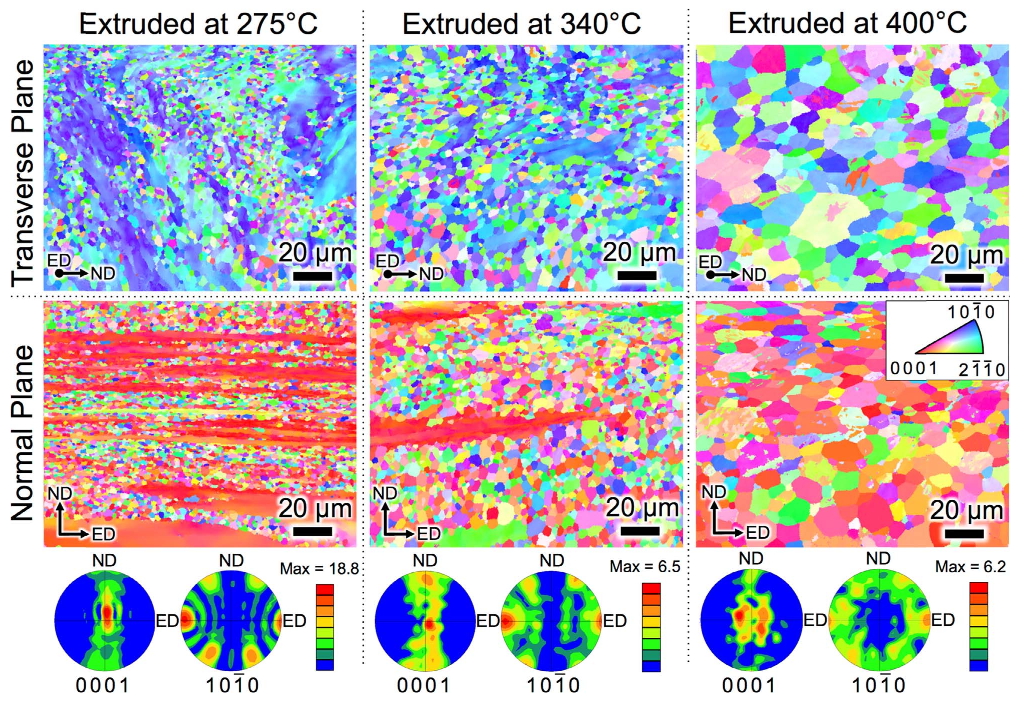 Figure 7. Figure 2 EBSD pole figures and texture maps showing preferential orientation in magnesium alloy extrusions. Source: Henderson et al, Journal of the Mechanical Behavior of Biomedical Materials, ElsevierWhile hot and cold bulk processing dramatically improves metal alloys properties, texturing or preferential alignment of crystals or grains occurs during bulk deformation processing. Texture results in variations in transverse and longitudinal properties. Electrical steels leverage grain orientation to produce steel sheet with enhanced properties (higher magnetic flux density). Grain orientated silicon steel laminations dramatically reduce transformer power losses. Texture is also critical specification in making aluminum sheet for beverage cans.
Figure 7. Figure 2 EBSD pole figures and texture maps showing preferential orientation in magnesium alloy extrusions. Source: Henderson et al, Journal of the Mechanical Behavior of Biomedical Materials, ElsevierWhile hot and cold bulk processing dramatically improves metal alloys properties, texturing or preferential alignment of crystals or grains occurs during bulk deformation processing. Texture results in variations in transverse and longitudinal properties. Electrical steels leverage grain orientation to produce steel sheet with enhanced properties (higher magnetic flux density). Grain orientated silicon steel laminations dramatically reduce transformer power losses. Texture is also critical specification in making aluminum sheet for beverage cans.
After a metal alloy is reduced from a primary mill form (billet, bloom, ingot) into 2D semifinished stock material such as sheet, plate, strip or foil, the next step is the conversion of the sheet metal into a finished part. Read Part 2 of this series to learn about sheet forming or “press working” machine tools are reviewed.



Very interesting article, missing schematic pictures of the processes .
Thank you