Leveraging Mini-mills for Superalloy Performance, Prototyping and Research
July 12, 2018Sponsored content
Mini-mill Conversion Process Capabilities
 Figure 1. Manipulator loading heated superalloy billet into open die forging press. Source: High Performance Alloys
Figure 1. Manipulator loading heated superalloy billet into open die forging press. Source: High Performance Alloys
Short runs, custom stock shapes and toll processing of superalloys, stainless steels, titanium and other high-performance alloys are ideally accomplished in mini-mills, with the proper equipment coupled to extensive hot and cold working expertise. Mini-mills can form an alloy into a desired shape while enhancing mechanical strength, ductility, homogeneity, toughness and integrity. A good mini-mill will have a variety of equipment, such as a rotary forges, hydraulic presses, rolling mills and high temperature furnaces to thermomechanically shape and microstructurally refine cast ingots, extrusions, powder metal and wrought materials. Alloy processors or converters should also have complementary capabilities such as straightening, cutting, machining and nondestructive testing (NDT).
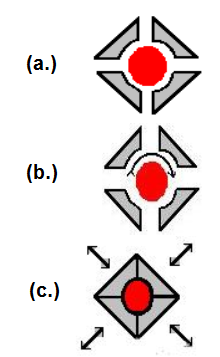 Figure 2. Rotary forge operation: (a) dies in fully open position; (b) dies in motion with rotational speed and feed optimized for alloy processed; (c) dies in fully closed position. Source: High Performance AlloysRotary or radial forging machines are used in converting an ingot into billet or bar stock with size and shape closer to the finished part dimensions. Radial forges have four oscillating dies from cold to hot to reduce material with more force compared to two die presses or drawing processes.
Figure 2. Rotary forge operation: (a) dies in fully open position; (b) dies in motion with rotational speed and feed optimized for alloy processed; (c) dies in fully closed position. Source: High Performance AlloysRotary or radial forging machines are used in converting an ingot into billet or bar stock with size and shape closer to the finished part dimensions. Radial forges have four oscillating dies from cold to hot to reduce material with more force compared to two die presses or drawing processes. Figure 3. Rotary hot forging of superalloy billet. Source: High Performance Alloys In a rapid gyratory motion hundreds of times per minute, the dies open, stocks rotate and then the die closes, forging the material. Open die forge presses produce round or rectangular bar, pancakes and other upset-forged stock shapes. Rolling mills have two or more long rolls to further reduce, shape and structurally refine superalloys passed through a forging or extrusion process.
Figure 3. Rotary hot forging of superalloy billet. Source: High Performance Alloys In a rapid gyratory motion hundreds of times per minute, the dies open, stocks rotate and then the die closes, forging the material. Open die forge presses produce round or rectangular bar, pancakes and other upset-forged stock shapes. Rolling mills have two or more long rolls to further reduce, shape and structurally refine superalloys passed through a forging or extrusion process.
Homogeneity and Microstructural Improvement
Superalloy ingots are made through vacuum induction melting (VIM) followed by electroslag remelting (ESR) or vacuum arc remelting (VAR). 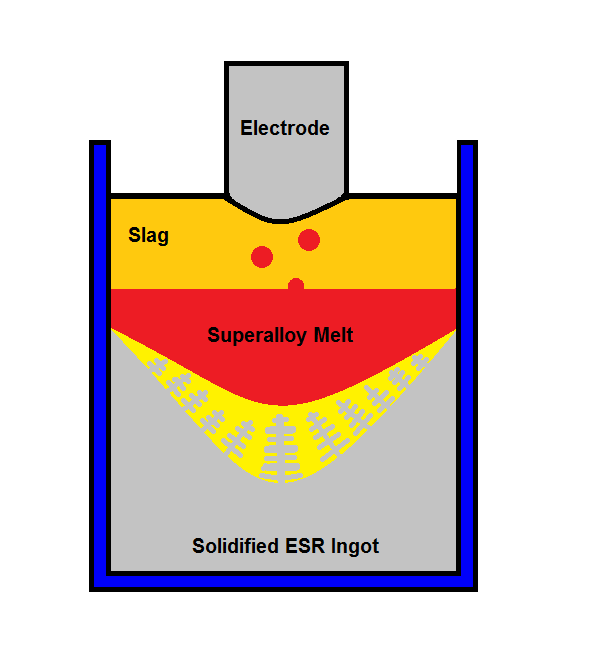 Figure 4. Schematic of solidification in electroslag ingot with dendritic growth and segregation in mushy zone. Source: IEEE GlobalSpecWhile the level of cleanliness and homogeneity of remelted ingots is far greater compared to poured ingots or castings, macrosegregation and microsegregation still occurs during dendritic solidification in the mushy melt zone. Low-melting constituents solidify last and are dumped into the melt pool. Microsegregation or coring occurs on a micron scale. The dendrite arms are enriched in higher melting elements and the interdendritic regions are enriched in lower melting constituents. Gas release and shrinkage during solidification causes porosity. The segregation and porosity in superalloy ingots can be reduced through hot working. Subsequent cold working or strain hardening can develop even higher tensile and yield strength materials.
Figure 4. Schematic of solidification in electroslag ingot with dendritic growth and segregation in mushy zone. Source: IEEE GlobalSpecWhile the level of cleanliness and homogeneity of remelted ingots is far greater compared to poured ingots or castings, macrosegregation and microsegregation still occurs during dendritic solidification in the mushy melt zone. Low-melting constituents solidify last and are dumped into the melt pool. Microsegregation or coring occurs on a micron scale. The dendrite arms are enriched in higher melting elements and the interdendritic regions are enriched in lower melting constituents. Gas release and shrinkage during solidification causes porosity. The segregation and porosity in superalloy ingots can be reduced through hot working. Subsequent cold working or strain hardening can develop even higher tensile and yield strength materials.
Hot Working
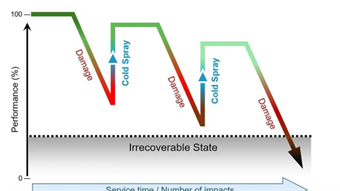
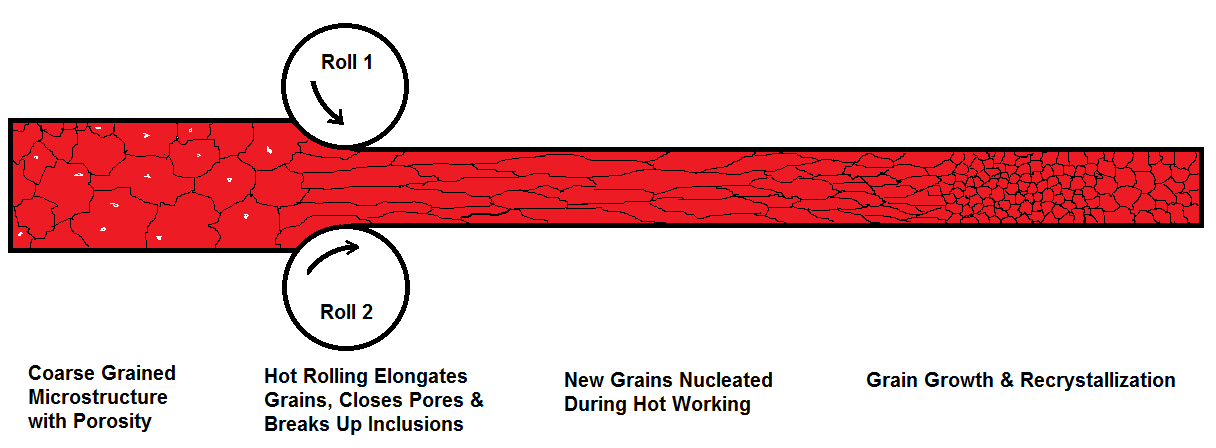 Figure 5. Integrity enhancement and microstructural refinement during hot working process. Source: IEEE GlobalSpec
Figure 5. Integrity enhancement and microstructural refinement during hot working process. Source: IEEE GlobalSpec
Hot working occurs when metals are deformed in a soft, pliable state at a temperature above their recrystallization temperature. Dynamic recrystallization occurs during hot working, so no strain hardening can occur. Hot working breaks up hard inclusions and closes voids or pores. The conversion of titanium alloys, superalloys, duplex stainless steels and other multiphase alloys requires careful control of temperature during hot reduction to produce the proper size of second phase precipitates. For example gamma prime-strengthened, nickel-based superalloys tend to be difficult to deform and have a limited working temperature range. If the temperature is too high during hot working, the hardening precipitates are dissolved and cannot control grain growth and microstructure. If the temperature is too low, excessive hardening of the alloy from extensive precipitation makes the alloy too stiff and unworkable.
The high degree of segregation and coarse grain size in certain as-cast billets of superalloys and other highly alloyed metals typically prevents initial cold working. These alloys must be hot-worked first to decrease the segregation and grain size. Superalloy ingots typically require at least a 50 percent reduction to achieve wrought alloy properties. Structural refinement of smaller extrusions and billets may only require a 10 to 20 percent reduction.
Cold Working and Strain Hardening
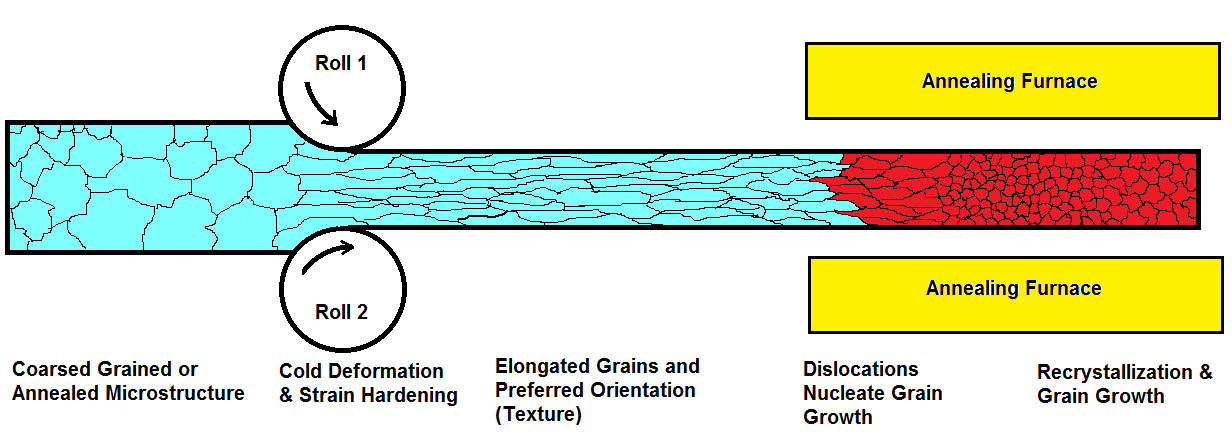 Figure 6. Strain hardening, texturing and microstructural refinement through cold working and annealing processing. Source: IEEE GlobalSpec
Figure 6. Strain hardening, texturing and microstructural refinement through cold working and annealing processing. Source: IEEE GlobalSpec
Cold working occurs at room temperature or a temperature well below the recrystallization temperature of the alloy. Alloys work or strain harden during cold forming because lattice distortions or dislocations are created. The cold work increases hardness and strength while reducing ductility. Most of the mechanical deformation energy is converted into heat, so temperature has to be closely monitored during forming to prevent annealing. While austenitic stainless steels cannot be hardened through heat treatment, these materials can be cold worked to high strength levels. A full hard 302 stainless steel might have an ultimate tensile strength (UTS) of 190 to 230 ksi. Cold-worked metals can be annealed to increase ductility for additional reduction or end use.
Compared to hot working, cold rolling produces alloy shapes to tighter dimensional tolerances and finer surface finishes without scale. Cold-worked alloy may have residual compressive or tensile stress depending on process parameters. Hot-worked alloys are in an annealed, soft condition with no residual surface stress.
Material Property and Performance Enhancements
Dramatic improvements in the microstructure and homogeneity occur during thermomechanical processing. Pores and inclusions in high-performance alloys reduce toughness and are nucleation points for fatigue cracks. 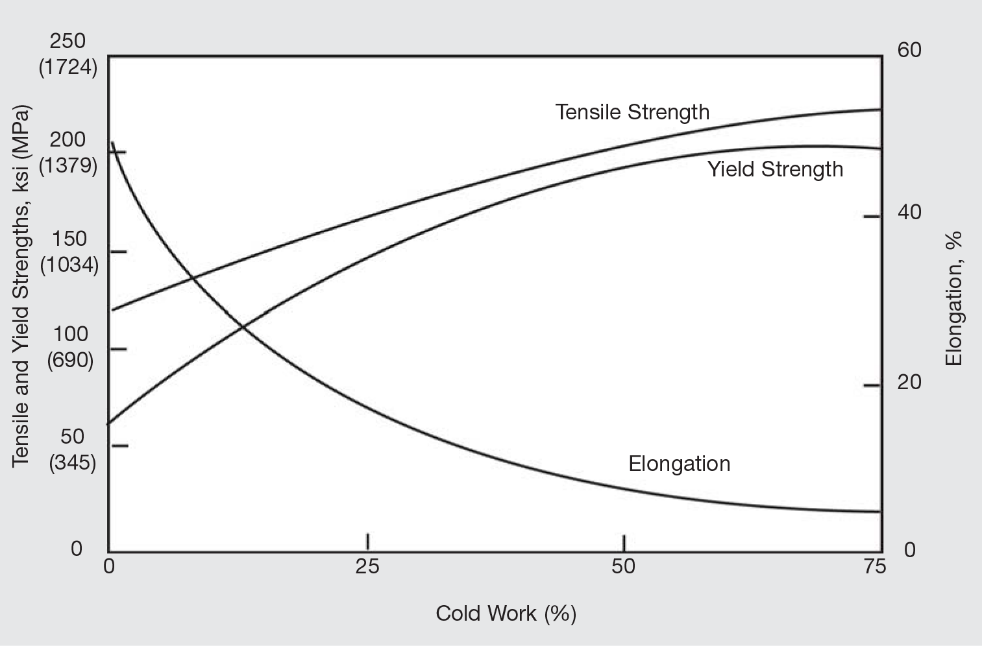 Figure 7. Increases in tensile strength with various amounts of cold work or strain hardening of a nickel-based superalloy, Incoloy 27-7Mo. Source: High Performance AlloysThermomechanical processes close most pores formed during solidification. Inclusions of slag, ceramic refractory or oxides are broken up during hot working, which enhances toughness and fatigue strength. Finer grain sizes and second phase precipitates developed during mechanical processing further enhance strength and fatigue properties. Cold working strain hardens corrosion and oxidation-resistant alloys, resulting in higher strength levels.
Figure 7. Increases in tensile strength with various amounts of cold work or strain hardening of a nickel-based superalloy, Incoloy 27-7Mo. Source: High Performance AlloysThermomechanical processes close most pores formed during solidification. Inclusions of slag, ceramic refractory or oxides are broken up during hot working, which enhances toughness and fatigue strength. Finer grain sizes and second phase precipitates developed during mechanical processing further enhance strength and fatigue properties. Cold working strain hardens corrosion and oxidation-resistant alloys, resulting in higher strength levels.
Chromium levels can be depleted in grain boundaries during solidification, resulting in sensitization of a stainless steel alloy to stress corrosion cracking (SCC). Corrosion and oxidation resistance can be improved by thermomechanical processing because the elimination of segregation can reduce potential for sensitization and galvanic corrosion, providing more uniform corrosion protection. Closing porosity eliminates crevices where pitting corrosion attack could initiate. Microstructures with finer carbide or hard phases typically have better wear properties compared to coarse structures.
Conclusion
 Figure 8. Examples of superalloys, stainless steels, wear resistant alloys and specialty metals available in bar, wire, sheet, plate and fasteners forms from High Performance Alloys. Source: High Performance Alloys
Figure 8. Examples of superalloys, stainless steels, wear resistant alloys and specialty metals available in bar, wire, sheet, plate and fasteners forms from High Performance Alloys. Source: High Performance Alloys
A good mini-mill with hot rolling and forging capabilities can rapidly meet a supplier’s needs for superalloy R&D, prototyping and short production runs. The ability to quickly obtain a small quantity is important for projects that cannot justify the cost of a large “mill quantity” or wait 12-18 weeks for delivery. Cold-reduced bars can be toll processed in less than two weeks from stock. High Performance Alloys (HP Alloy) can rapidly process materials and fulfill orders. A mini-mill is also a great resource for converting slow-moving inventory into stock shapes in sizes or lengths with higher market demand. Converting a current superalloy stock into a size and shape closer to the finished part can reduce machining costs, maximize superalloy recovery and minimize scrap losses (machining chips).
HP Alloys often has the required superalloys or specialty metals in their inventory and can rapidly convert these alloys into round, square or rectangular bar, upset forge shapes or process ingots into billets. They can confirm material specifications and traceability, which is a requirement for aerospace, medical, chemical, power generation, oil and gas and other mission-critical applications.
In some cases, superalloys can be reworked to meet the required material property specifications. Depending on the specific alloy, hot, cold or a combination of forming methods is selected to generate the required microstructural refinement, thickness, shape and surface finish. A superior combination of tensile, fatigue and creep properties can be produced through the proper thermomechanical processing. Finding a secondary mill with thorough knowledge of the flow stress and strain limits (workability) of the alloys is critical for wrought processing. High Performance Alloys is a prime example of a metal alloy processor with the requisite metallurgical knowledge and deep understanding of thermomechanical alloy processing.