Metal-forming machine tools, Part 2A: Sheet metal conversion
Gary Kardys | April 17, 2019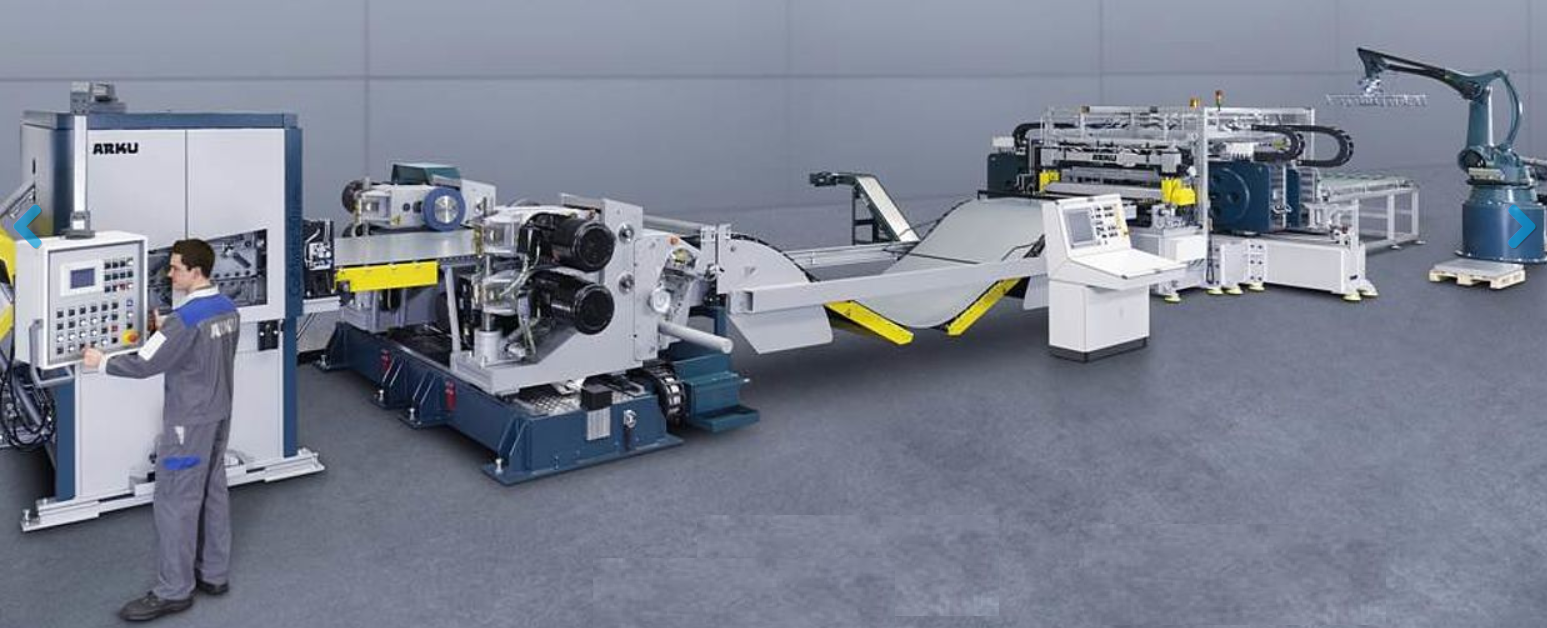 Figure 1. Cut-to-length line with options for integral punch and stacker. Source: ARKUContinuous coils of sheet metal are cut into blanks or sheets suitable for forming parts through converting operations such as slitting, sheeting, shearing and punching. Modern production conversion and cutting processes are fast, highly efficient methods with varying degrees of flexibility and cost.
Figure 1. Cut-to-length line with options for integral punch and stacker. Source: ARKUContinuous coils of sheet metal are cut into blanks or sheets suitable for forming parts through converting operations such as slitting, sheeting, shearing and punching. Modern production conversion and cutting processes are fast, highly efficient methods with varying degrees of flexibility and cost.
Slitting and shearing
For some part manufacturing operations, the sheet metal needs to be converted or cut prior to being formed. If the sheet metal or strip is being formed into a coil of tubing, then sheeting would not be necessary. Sheeters, coil trimmers, blanking and shears cut to length a continuous coil of sheet metal and other web materials into sheets or trim blanks, which are easier to handle and place into forming equipment. Sheeters and sheeting systems are typically used on metal foils, metal foil laminates, paper, plastic film, fabrics and foams.
Cut-to-length, trim lines and blanking machines are better suited for cutting metal sheet coils. Inline shears are integrated into a sheet metal production line to convert coil stock into specific lengths. Trim or cut-to-length lines often have coil loading cars, flatteners or leveling rolls, uncoilers to feed coil, peeler tables and a stacker to organize the cut metal sheets into neat stacks. Shearing machines, or “shears,” have two blades and cut the metal with a guillotine or scissors-like mechanical action. Many shops will have shears where a sheet is manually loaded and cut for a specific fabrication. If a narrower width is required, then the sheets could be cut again with a shear press.
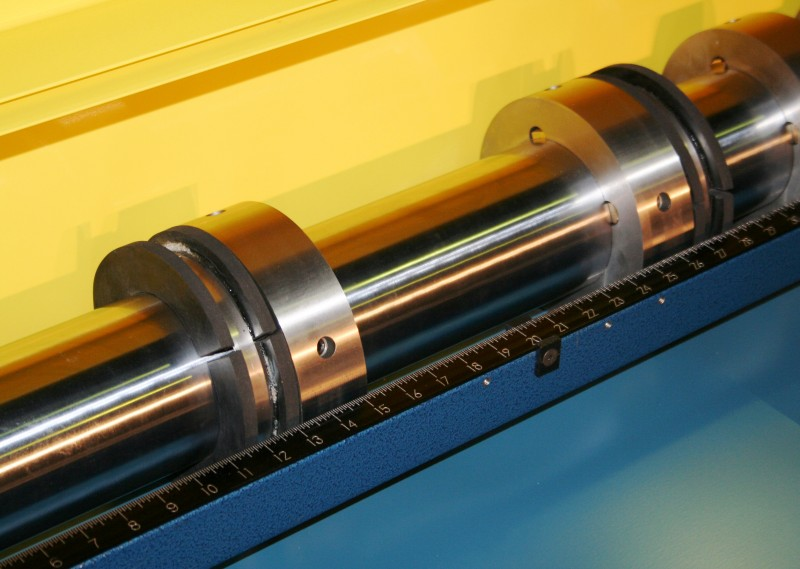 Figure 2. Sheet metal slitting knives on metal coil slitter. Source: Metal Rollforming SystemsHowever, using slitters and slitting machines instead of additional shearing is a faster and more economical method to produce narrow widths for large runs. Slitters are a type of converting machine that can easily cut a coil of sheet metal into narrower widths using a wrap or tangential rotary shear process. The two rotary slitter rolls have matching ribs and grooves. Specialized rolls are available to perforate instead of completely cutting through. Slitting machines typically have an unwinder to feed the wide raw material coil and a rewinder to wind up the narrowed-width material.
Figure 2. Sheet metal slitting knives on metal coil slitter. Source: Metal Rollforming SystemsHowever, using slitters and slitting machines instead of additional shearing is a faster and more economical method to produce narrow widths for large runs. Slitters are a type of converting machine that can easily cut a coil of sheet metal into narrower widths using a wrap or tangential rotary shear process. The two rotary slitter rolls have matching ribs and grooves. Specialized rolls are available to perforate instead of completely cutting through. Slitting machines typically have an unwinder to feed the wide raw material coil and a rewinder to wind up the narrowed-width material.
Blanking machines are also available with combined slitting and cut-to-length functionality, such as the Programmable Slit and Shear Line from Custom Rollform Products. ARKU makes cut-to-length or coil processing lines with options for integral punching tables, stacking robots, edge trimming shears and flattening rolls.
The square, rectangular, trapezoidal or triangular sheets are converted from coil using slitters and cut-to-length lines to produce zero-to-minimal scrap, so these processes are close to net shape in nature. In practice, coil processing lines often have an edge trimming or trim shearing capability to remove the damaged or distorted outer edges of a metal sheet, which results in a small material loss. Additional material loss ensues and the process deviates from true net shape nature when round and more complex two-dimensional blanks are required at the start of the sheet metal forming process.
While a rectangular blank is a perfect start for many box-like sheet metal fabrications (e.g., square enclosure, channel or tray), round blanks are needed to make cylindrical shapes such as beer or soda cans. Round or square holes or rectangular slots and other openings are required for assembly with fasteners. Skeletons or skeletal scrap is generated during the process of blanking or cutting metal discs, so these highly efficient processes are not net shape techniques. When holes are cut or punched, material loss in the form of plugs happen.
 Figure 3. Four post blanking and tirm press used for making aluminum discs. Source: Savage EngineeringPunching, piercing and blanking
Figure 3. Four post blanking and tirm press used for making aluminum discs. Source: Savage EngineeringPunching, piercing and blanking
A stamping or punch press is one machine capable of producing blanks, piercing holes, round discs and complex 2D shapes using blanking and piercing operations.
Punch presses use a matching set of dies and punches to shear out shapes or cut out a plug to form a hole. The press drives the punch tool through the sheet into the mating die, which drops into a bin, air shaker or transporter. Blanking and piercing operations typically require finishing or other secondary operations to remove sharp edges, burrs or other rugged features.
Fine blanking is a specialized, high-precision variation where the metal is sheared smoothly through the entire material thickness. This process can produce finished parts without the need for secondary edge-finishing operations.
Punch presses can have forming capability in addition to cutting or blanking. In high-volume production, a coil of sheet metal can be fed directly into one side of a stamping press with parts, plugs and skeletons ejected from the other side.
Flexible cutting processes
A starting blank for forming can be cut using more flexible equipment, such as waterjet abrasive cutters, plasma cutting equipment and laser cutting machines. Even a CNC router can be used to cut soft sheet metal alloys such as aluminum. Traditionally, plasma cutters can introduce more heat, produce a wider kerf (cut width) and larger molten build up at the bottom of the edges. However, advanced plasma cutting technology has reduced or eliminated some of these drawbacks. Lasers cut with less heat input, smaller kerfs and little dross. Waterjet cutting has no heat input, thin kerfs and smooth edges, similar to an electrical discharge machine (EDM) cut. CNC routers might input less heat, but they would produce a wider kerf and rotary bits may dull fast on hard metals.
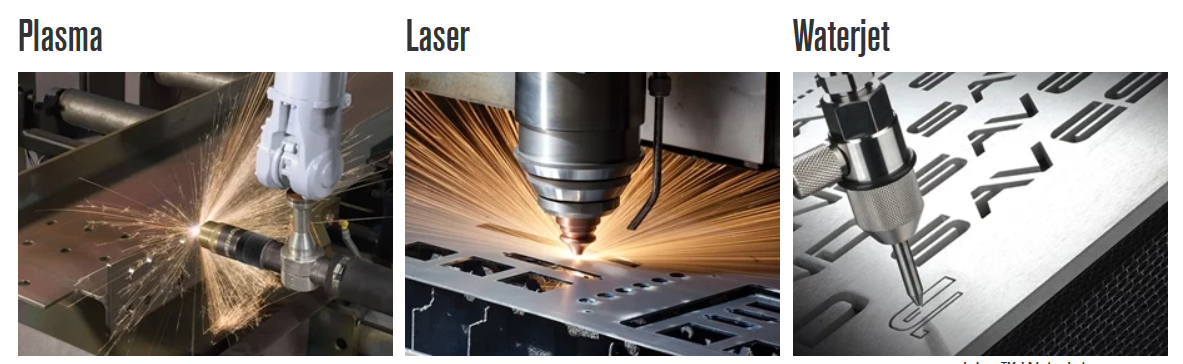 Figure 4. Examples of plasma, laser and waterjet cutting in action in fabricating sheet metal blanks. Source: HyperthermHypertherm manufactures plasma, laser and waterjet cutting equipment to provide accurate and unbiased comparisons for manufacturing engineers evaluating production systems. These machines typically consist of an XY table where thermal (e.g., laser, plasma) or mechanical (e.g., jet, router bit) techniques cut a 2D pattern in a sheet. These cutting operations are more flexible compared to stamping or punch pressing because expensive hard tooling (e.g., punch and die sets) are not required. XY or gantry table cutting processes are ideal for small runs in construction, boat building and prototyping job shops. As the size of the blanks becomes larger and product customization more prevalent, these industrial 2D-cutting systems become a more attractive option. Wire EDMs are also useful in cutting small prototype blanks from sheet metal. Wire EDM machining produces clean, sharp edges similar to fine blanking.
Figure 4. Examples of plasma, laser and waterjet cutting in action in fabricating sheet metal blanks. Source: HyperthermHypertherm manufactures plasma, laser and waterjet cutting equipment to provide accurate and unbiased comparisons for manufacturing engineers evaluating production systems. These machines typically consist of an XY table where thermal (e.g., laser, plasma) or mechanical (e.g., jet, router bit) techniques cut a 2D pattern in a sheet. These cutting operations are more flexible compared to stamping or punch pressing because expensive hard tooling (e.g., punch and die sets) are not required. XY or gantry table cutting processes are ideal for small runs in construction, boat building and prototyping job shops. As the size of the blanks becomes larger and product customization more prevalent, these industrial 2D-cutting systems become a more attractive option. Wire EDMs are also useful in cutting small prototype blanks from sheet metal. Wire EDM machining produces clean, sharp edges similar to fine blanking.
In large production runs, the higher tooling costs of punching and stamping machines are quickly recovered through productivity gains. An additional advantage of stamping presses is their ability to both cut and form sheet metal into finished parts. For example, a progressive die stamping machine could be fed a narrow coil and then perform multiple cutting and forming operations in successive stages or cycles during part fabrication. Goanwin Machinery designs and manufactures a variety of mechanical presses as well as coil or strip feeders.
Conclusion
 Figure 5. Progressive die stamping press can blank, pirece and form part through a series of operations. Source: GoanwinSheet metal converting processes are highly efficient with minimal to zero material loss. Machines for production converting can be large and a significant capital expense. Smaller manual or CNC machines such as shears, ironworkers and XY cutting tables can be cost-effective for shops. However, the large high-speed production versions can be costly. The operation of forming a part from a converted sheet or metal blank is truly net shape with zero or nil scrap generation in most cases. Once a coil of sheet metal, strip or plate has been cut into a blank or sheet, the part forming process can begin.
Figure 5. Progressive die stamping press can blank, pirece and form part through a series of operations. Source: GoanwinSheet metal converting processes are highly efficient with minimal to zero material loss. Machines for production converting can be large and a significant capital expense. Smaller manual or CNC machines such as shears, ironworkers and XY cutting tables can be cost-effective for shops. However, the large high-speed production versions can be costly. The operation of forming a part from a converted sheet or metal blank is truly net shape with zero or nil scrap generation in most cases. Once a coil of sheet metal, strip or plate has been cut into a blank or sheet, the part forming process can begin.
New manufacturing processes like additive manufacturing are attractive because they have a high degree of flexibility with minimal scrap. In some respects, sheet metal-based products formed by welding or brazing several sheet metal parts into an assembly is the original additive manufacturing process, with sheet metal utilized in place of powder or wire, and the skeleton analogous to support material.
In Metal forming machine tools — Part 1: Bulk metal, we saw how sheet metal was produced using various bulk forming processes such as rolling mills.The next article in this series, “Metal-forming machines, Part 2B: Sheet forming operations," the forming operations and machines turning the blank into a formed part will be discussed.



