Promising Future for New, Implantable Titanium Alloys
Kulak L.D., Khomenko G.E., Kuzmenko N.N., Demchyshyn A.V., Fisk A.E. | August 01, 2017Sponsored content
Biomedical applications have long utilized austenitic stainless steels, titanium alloys and cobalt-chrome-molybdenum alloys for their excellent mechanical properties and sufficient biocompatibility and corrosion resistance. However, long-term biomed implants have demonstrated that these materials may be less than ideal.
Materials
There are many variables that must be considered when evaluating materials for biomedical implants. Implants must endure repeated loads, so dynamic strength considerations are important. Additionally, an implant material with an elastic modulus higher than bone tissue can lead to stress shielding and subsequent bone loss. Titanium alloys and cobalt-chrome-molybdenum alloys have excellent fatigue strength, but titanium alloys have a lower modulus of elasticity and superior corrosion resistance compared to cobalt-chrome-molybdenum alloys and stainless steels. In fact, stainless steels have endurance limits 30 percent their tensile strengths. Titanium and cobalt-chrome-molybdenum alloys have much higher fatigue strengths.
Biological compatibility is extremely important for implants. Nickel is a known carcinogenic agent, as are some forms of chromium. Yet, implant-grade austenitic stainless steels nominally contain between 6 to 16 percent nickel, and cobalt-chrome-molybdenum alloys can have up to 18 percent nickel. Lastly, there have been instances of allergic reactions in patients with implants containing cobalt, nickel or chromium. Titanium, however, is quite hypoallergenic and inert.
Titanium
Because titanium is a hypoallergenic material, it seems clear that the future of implantable metals rests with a type of titanium alloy. Commercially pure (CP) titanium, Grade 5 titanium (Ti-6Al-4V) and Grade 23 titanium (Ti-6Al-4V ELI) are widely used for chronic implantable medical devices. Unalloyed and CP titanium are more biocompatible than Grade 5, and bone will actually bond or osseointegrate with a pure titanium surface. Osseointegration of titanium is utilized in the dental implant system originally pioneered by Brånemark. Hip implants, knee implants, bone fracture plates, spinal implants (rods, cages, plates, pedicle screws and hooks) and other orthopedic implants are more highly stressed and require a high-strength, low-modulus titanium alloy.
CP titanium has ultimate tensile strengths (UTS) ranging from 25 to 80 ksi (kilopounds per square inch). The nominal tensile strength for Grade 5 titanium is 130 ksi, but its constituent elements of vanadium and aluminum are biologically toxic. Alloying elements can strengthen a metal in a variety of ways, such as solid solution strengthening, microstructural strengthening (intermetallic and eutectic phase formation) and transformational mechanisms or response to heat treatment. Alpha (α) titanium alloys, like CP titanium, cannot develop the strength levels of alpha-beta (α+β) titanium alloys, like Grade 5. Titanium alloys with an α+β structure can be hardened or strengthened with solid solution, grain size refinement and β phase dispersions after martensitic transformation.
Titanium-Niobium-Silicon
Recent reports indicate that titanium with silicon as the alloying element has good biocompatibility, decreased elastic modulus and also meets many of the mechanical specifications required for implants. Niobium and silicon to a lesser degree are beta stabilizers in the titanium system. This has inspired Pulse Technologies’ study into the viability of titanium-niobium-silicon (Ti-Nbx-Siy) alloys as a potential implant replacement material.
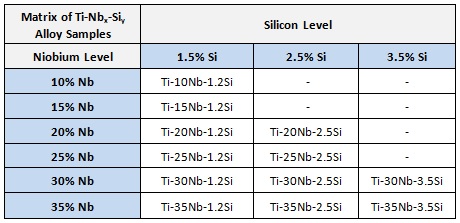 Table 1: Table of the nominal chemical composition of Ti-Nbx-Siy alloys produced and evaluated in the study. (Source: Pulse Technologies)
Table 1: Table of the nominal chemical composition of Ti-Nbx-Siy alloys produced and evaluated in the study. (Source: Pulse Technologies)
The experimental titanium-niobium-silicon alloys were produced by electric arc melting iodide titanium bars, semiconductor silicon-grade rods and niobium powder-pressed bars into ingots. The ingots were re-melted eight times to improve homogeneousness and some of them were quenched while others were left as cast. The nominal chemical composition of the ingots is depicted in Table 1. The ingots were then machined into blanks to undergo hardness, metallographic and x-ray diffraction tests.
In this study, the influence of niobium and silicon on the structure, phase composition and hardness of cast and quenched alloys of the titanium-niobium-silicon system was evaluated.
Ti-Nbx-Siy
Where,
X = 3-35 percentage by weight (wt%)
Y = 1.2-3.5 wt%
An increase in the niobium and silicon content in the casted alloys results in a change of the structure and phase composition, silicon and niobium redistribution, a formation of silicides and a titanium silicide eutectic and a displacement of the eutectic point in direction to the lower silicon contents. An increase of the niobium from 20 wt% to a higher content at the 2.5 to 3.5 wt% silicon concentration in the alloys results in a formation and growth of a volume fraction of the silicides, titanium silicide eutectic and β-phase and a rise of the hardness, with a maximum at 30 wt% niobium and 1.2 wt% silicon. The hardness declines at 35 wt% niobium content (Figure 1).
A martensitic transformation takes place with a formation of the metastable hexagonal α΄- , and orthorhombic α΄΄- martensitic phases after heating these alloys up to 950° C and held for 30 minutes, followed by water quenching. The volume fraction of these phases is decreased with increasing niobium content, whereas the volume fraction of the metastable cubic β-phase is increased. A metastable hexagonal ω-phase remains constant in the 20-25 wt% niobium content range. The quantity of the metastable phase decreases with an increase in the silicon content. The hardness of the quenched alloys modifies with varying niobium content in following the phase transformation. At niobium content of 35 wt%, the hardness decreases as the alloy consists almost entirely of the stable β-phase.
Results
The results of the initial screening look promising and warrant additional evaluation of 2.5 percent silicon alloys with niobium levels of 5, 6.5, 10, 15, 28 and 30 percent in the cast, annealed, quenched and aged conditions to determine the microstructures, tensile strength, modulus and ductility properties.
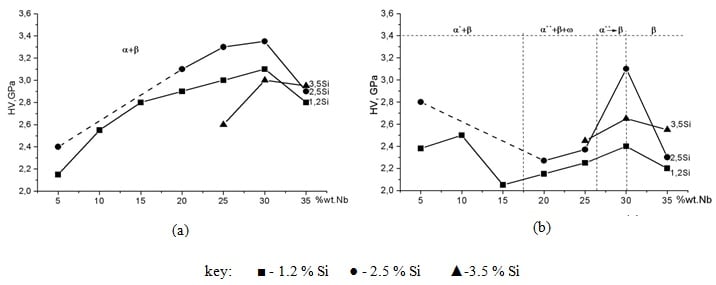 Figure 1: Phase composition and microhardness of Ti-Nbx-Siy system alloys in cast condition (?) and after quenching (b). (Source: Pulse Technologies)
Figure 1: Phase composition and microhardness of Ti-Nbx-Siy system alloys in cast condition (?) and after quenching (b). (Source: Pulse Technologies)



The ingots were re-melted eight times to improve homogeneity.