Postprocessing as a limiting factor for production-scale additive manufacturing
Tony Pallone | November 03, 2020The terms “additive manufacturing” and “3D printing” are often used interchangeably. Both involve the same process in which three-dimensional objects are built up from basic materials. But thinking of the two terms as synonymous overlooks a crucial difference: the amount of postprocessing that goes into making a part usable in its intended context.
For hobbyists using 3D printers, this may be minimal. For manufacturers using additive methods, however, it involves a significant investment of resources. Postprocessing requirements have an impact on bottom-line operating expenses, and they represent one of the significant scaling challenges that have so far diminished the potential for widespread industrial adoption of additive manufacturing (AM) techniques.
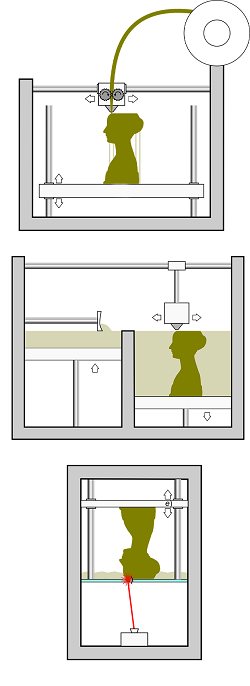 Figure 1. Illustrations of 3D-printing methods commonly used in manufacturing. From top to bottom: material extrusion, powder bed fusion, vat polymerization. Source: Paolo Cignoni/CC BY-SA 4.0Among the postprocessing techniques most important in a manufacturing context are removal of the vertical support structures used to help create the geometry of printed objects, and surface finishing. Both take on increased importance as manufacturers shift their use of AM from prototyping to production. The types of materials being printed, and the printing methods being used, also serve to dictate postprocessing needs.
Figure 1. Illustrations of 3D-printing methods commonly used in manufacturing. From top to bottom: material extrusion, powder bed fusion, vat polymerization. Source: Paolo Cignoni/CC BY-SA 4.0Among the postprocessing techniques most important in a manufacturing context are removal of the vertical support structures used to help create the geometry of printed objects, and surface finishing. Both take on increased importance as manufacturers shift their use of AM from prototyping to production. The types of materials being printed, and the printing methods being used, also serve to dictate postprocessing needs.
Print materials and methods
Fused filament fabrication (FFF), for instance, may be associated with numerous postprocessing techniques. FFF falls into the broader 3D-printing category of material extrusion, and it is the printing technique with which hobbyists are most likely to be familiar. Suitable for numerous types of materials — thermoplastic polymers, polymer matrix composites, ceramics, metals and others — it has found a place in the manufacturing realm as an easy-to-use tool for rapid prototyping.
Support structures are integral to the FFF process. After printing is completed, they must be removed — either manually with tools, or, for more complex geometries, with chemical solvents. FFF prints are also typically characterized by layer lines that must be addressed if smooth surfaces are required. This can be achieved by sanding, which may be followed by additional postprocessing techniques like painting or polishing.
It should be noted that some of the more powerful polishing techniques are limited in utility. Vapor smoothing, for instance, can be used to address blemishes and impart a smooth shell around the print exterior — yet the process makes use of aerosolized solvents that carry safety concerns around inhalation and flammability. A solvent “dip,” by contrast, works more rapidly while producing less vapor — but also smooths the print surface aggressively, impacting tolerances. If a printed part is left in the dip too long, moreover, complete deformation may result.
Another broad printing category used in manufacturing is powder bed fusion (PBF). The term encompasses several selective fusing techniques including selective laser melting (SLM), selective laser sintering (SLS), electron-beam melting (EBM) and others. PBF can be used with a variety of materials, including thermoplastics, ceramic powders and almost any metal alloy. It also offers high accuracy and mechanical consistency, making it well-suited for both functional part prototyping and short-run production.
The selective nature of PBF also allows multiple pieces to be built simultaneously, using a build plate as an anchor and unfused media for support. When printing is finished, the parts will be fused to the plate and buried inside a powder chamber. Postprocessing techniques then come into play; these include machining to remove the parts from the plate, and removal of excess powder to impart a finish or prepare the surface for painting, lacquering or dyeing.
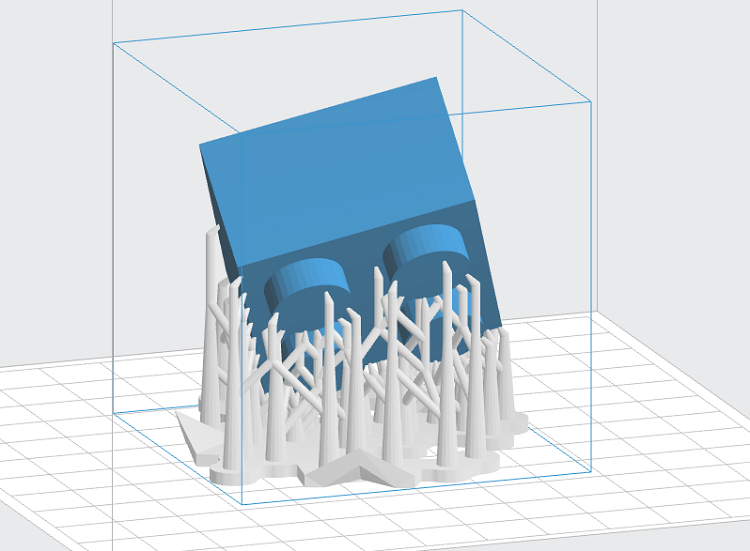 Figure 2. Support structures used for 3D printing of a Lego block. Source: PranjalSingh IITDelhi/CC BY-SA 4.0
Figure 2. Support structures used for 3D printing of a Lego block. Source: PranjalSingh IITDelhi/CC BY-SA 4.0
A third category, vat polymerization, dates back to the earliest days of 3D printing with the invention of stereolithography (SLA). The method employs a light source, such as a laser or digital light projector (DLP), to progressively cure an object out of a vat of liquid photopolymer resin. While no structural support is required for the build itself, supports are critical for imparting strength during post-curing.
Polymerization offers highly accurate printing with fine details and features, but also relies upon a significant level of skill for successful support removal and production of a clean finish. Standard resin materials are ideal for visual prototypes, but they are generally too brittle to be functional; specialty materials are available, but they are costly.
Common challenges, timely solutions
While each of these materials and methods present its own set of unique challenges, some common themes emerge when they are considered as a whole.
According to an annual trends survey report conducted by PostProcess Technologies, the complexity of postprocessing is increasing. Companies are adding more methods to their workflows, complicating the management of equipment and operator skill sets. The challenge of effectively employing skilled labor is especially relevant to print technologies targeted at short-run production, including PBF and vat polymerization. Factors like these underscore the difficulty of scaling, contributing to AM’s inability (thus far) to break out of its niche corner in the manufacturing industry.
London-based workflow solutions provider AMFG similarly sees postprocessing as a “key bottleneck” to using AM as an industrial process. Its own AM landscape report for 2020 notes that postprocessing expenditures can be as high as 60% of the total cost-per-part. However, it points to the emergence of automated solutions — coming both from 3D-printing companies like the aforementioned PostProcess Technologies and large traditional companies like surface-finishing specialist Rösler — as pathways to increasing the technology’s viability.
A key question, however, is whether such solutions offer enough for the industry to build upon, while the window of opportunity remains open. Another recent survey report from Enable Manufacturing suggests that factors such as cost, quality, scalability and even confidence in the technology must be addressed if enthusiasm for AM is to remain. “Despite its promising attributes of design flexibility, fast turnaround, and ability to produce complex parts, AM has not yet become a mainstream production method,” the report stated. “Many businesses have dipped their toes in the water and have used AM for prototyping or small production runs but came away with mixed feelings.”
Seen in this context, it is clear that improving operations like support removal and surface finishing is just one aspect of a comprehensive approach that could guide AM to the next level in manufacturing. The whole process must be considered — long before postprocessing even begins.



