What is exothermic welding?
Gary Kardys | September 06, 2019This article is Part 1 of Engineering360's two-part series on exothermic welding. Be sure to read Part 2 here.
Exothermic welding, also known as thermite welding (TW), cadwelding and thermit welding, leverages the heat of reaction to provide a heat source to fusion join components. One of the most common exothermic welding reactions occurs between a metal oxide and a reducing agent such as iron oxide and aluminum powder. Heat is rapidly released due to the large difference in the heats of formation of iron oxide (ΔHOxide Formation) and aluminum oxide, producing temperatures up to 2400° C.
In some respects, oxyfuel gas welding (OFW) is an “exothermic” welding process as well: it uses the reaction of oxygen and a gaseous fuel such as acetylene. However, the process is not typically grouped with exothermic welding because the weld metal is not part of the exothermic reaction. The heat of melting or mixing is another exothermic reaction used in joining and thermal spray coating processes. For instance, when elemental nickel and titanium are melted the heat of mixing and formation of an intermetallic phase releases a great deal of heat.
In remote field applications that lack access to electrical power, exothermic welding might be a better option than lugging a heavy engine-driven welding power source to the site. Exothermic welding equipment does not come with an on/off switch. name="_Hlk18417182">Once ignited, the reaction will continue until all the reactants are consumed and converted into byproducts, metal (iron, steel or copper) and aluminum oxide.
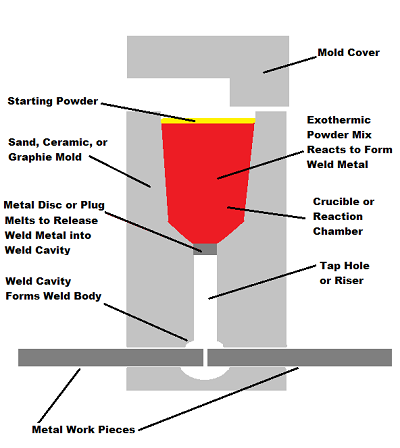 Figure 1: Schematic of an exothermic welding kit set-up. Source: IEEE GlobalSpecEven submerging the process underwater will not stop the reaction, which is why exothermic can be used for underwater welding. In underwater welding applications, the exothermic welding powder mixture must be kept dry initially to facilitate ignition and avoid hydrogen pickup and gas-induced porosity. While the exothermic welding method is adaptable to many shapes, molds for special shapes are typically created in advance and then transported to the field.
Figure 1: Schematic of an exothermic welding kit set-up. Source: IEEE GlobalSpecEven submerging the process underwater will not stop the reaction, which is why exothermic can be used for underwater welding. In underwater welding applications, the exothermic welding powder mixture must be kept dry initially to facilitate ignition and avoid hydrogen pickup and gas-induced porosity. While the exothermic welding method is adaptable to many shapes, molds for special shapes are typically created in advance and then transported to the field.
Exothermic welding equipment
Exothermic welding equipment is different from typical welding torch and power source setups used in arc welding. Exothermic welding kits consist of a mold, refractory sealant to close seams in the mold, reducing metal powder, metal oxide (oxidizing agent), preheating gas torch and tanks, clamps or holders, separator and an ignition source.
The mold has two sections. The upper crucible or sprue-like cavity is where the powders are loaded and reacted. The lower section fits closely around the workpieces being joined. Alumina, silica sand, ceramic or other oxide refractory materials are used for exothermic steel welding. Graphite molds can be used for exothermic welding of copper conductor and bus bars. Some exothermic welding molds are expendable. Graphite exothermic welding molds can be cleaned and reused for up to 50 shots according one exothermic welding kit manufacturer.
The molds usually have holes pre-sized to the dimensions or cross sections of the part being welded. As in almost every welding process, name="_Hlk18418074">fitup is important, ensuring minimal gap sure occur between the parts and mold. In projects where a significant gap appears, mold sealers should be applied to prevent the molten weld metal from leaking out of any gaps between the mold and workpieces.
The ignitor or ignition source needs to generate temperatures of 1200° C to start the reaction. The ignition source could be an ignitable starting powder, spark, magnesium fire or hot wire. Starting powders are the most common ignition source. They typically contain peroxides, chlorates, chromates or other oxidizing agents.



