Grinding Theory and Adaptive Control Optimization
Ken Thayer | October 05, 2018Grinding is a cutting process that removes metal with abrasive wheels, pads or belts. Production grinding automates the grinding process to produce high-quality parts at an affordable cost. Many variables contribute to a successful grinding process, including grinding media selection (i.e., the type of abrasive, shape and size), grinding forces, wheel and work rotational speeds, depth of cut and infeed rates.
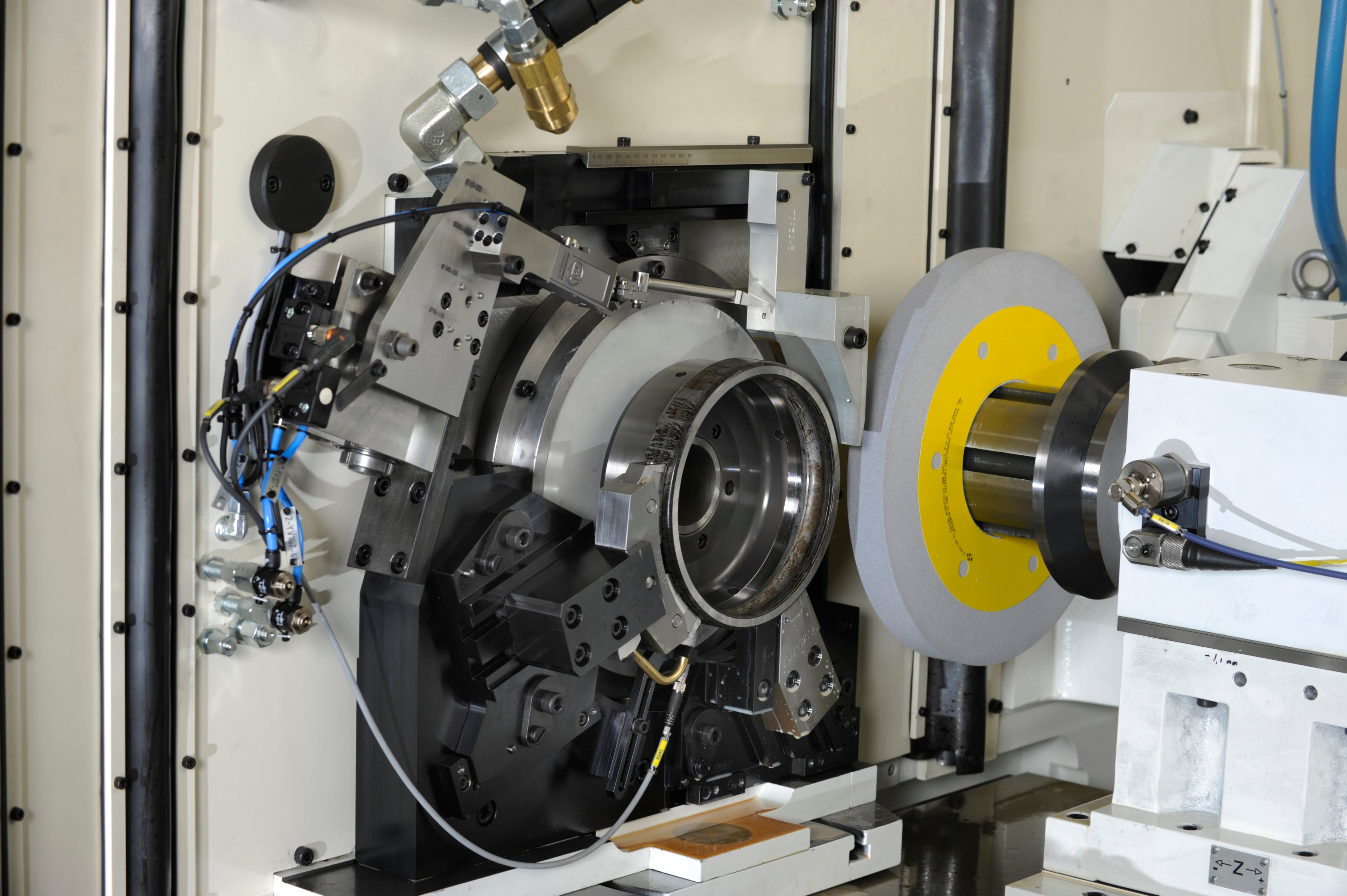 Lidköping SUU320 external grinding operation. Source: Uva Lidköping AB
Lidköping SUU320 external grinding operation. Source: Uva Lidköping AB
Adaptive control measures and controls these variables during grinding to optimize the process. The goal is to maximize material removal rates while maintaining the surface finish and avoiding workpiece burn, which occurs if the workpiece reaches a critical temperature in the grinding zone.
The abrasive grains of the grinding media represent thousands of tiny cutting edges that remove metal from the surface of the workpiece. As pressure is applied between the workpiece and grinding wheel, normal and tangential forces are generated. These forces cause the grain to cut into the workpiece and remove metal in the form of chips.
In days past, the experience and knowledge of the machine operator or setup person were critical to optimizing the production grinding process. A skilled worker could optimize the grinding wheel speed, work speed and feed rates to produce quality parts based on his or her experience, including knowledge of specific machine idiosyncracies.
Although this experience often produced parts of acceptable quality, is the process truly optimized? Not necessarily. Science, as it frequently does, provides a superior evulation compared to human experience.
Grinding Theory
Two of the pioneers of modern grinding theory were Richard P. Lindsay from the Norton Company and Robert S. Hahn from the Heald Machine Company, who authored The Principles of Grinding in 1971. Their work took a scientific approach to metal removal during the grinding process to calculate volumetric metal removal rates. Volumetric removal rates are favorable to radial removal rates because of the wheel/work contact width.
The volumetric metal removal rates are calculated using known variables, such as rotational speeds, grinding wheel diameter and work diameter. The volumetric metal removal rate is indicated by the symbol Q (or Z, as Lindsay referred to it). Factoring in wheel width to calculate a metal removal rate-per-unit width yields a variable named Q prime (Q’ or, alternately as Z’). The formula below calculates volumetric metal removal rates. The subscript w is used to indicate work and the subscript s for the wheel. Q is typically usually indicated as inch3/min or mand Q’ as inch3/min per inch.
Volumetric Removal Rate Formulas
Work: Qw = πDwVwB and Q’w = πDwVw
Wheel: Qs = πDsVsB and Q’s = πDsVs
B = wheel/work contact width; Dw = work diameter, Vw = work rotational speed; Ds = wheel diameter, Vs = wheel diameter
Additional work by Stephen Malkin, professor of mechanical and industrial engineering at UMass Amherst, explored the relationship between surface finish Ra, work volumetric metal removal rate (Q’w) and other variables such as dressing lead (Sd) and grinding wheel speed (Vs). The main limitation with his formula was that it required determining the number of active grits per unit area.
Subsequent work by Malkin, J. Eranki and G.Xiao sought to remove this limitation by calculating Q’w as a function of surface roughness (Ra).
Q’w = 35.0g0-.78Ra0.43
Additional relationships were also explored, such as:
- Wheel grade as a function of grinding ratio (G) and surface roughness (Ra)
- Metal removal rate (Q’w) as a function of surface roughness (Ra) and grinding ratio (G)
- Dressing leads (Sd) as it relates to surface roughness
Fawcett and Law theorized a relationship between surface roughness (Ra) and feed rate (fr).
Ra = kfr2, where k is a constant.
Adaptive Control Grinding
 Adaptive control grinding process. Source: IEEE GlobalSpecAdaptive control grinding replaces the “feel” or skill for the grinding process with an adaptive process that relies on science, such as the aforementioned theoretical models and machine feedback.
Adaptive control grinding process. Source: IEEE GlobalSpecAdaptive control grinding replaces the “feel” or skill for the grinding process with an adaptive process that relies on science, such as the aforementioned theoretical models and machine feedback.
Designing an adaptive control system requires control of both the grinding and dressing cycle, and interconnects the operator, computer and grinding machine. Measurement and precise control of all cycle attributes is critical to implementing an effective adaptive control process.
For example, the volumetric metal removal rate is a function of wheel diameter. To maintain a constant metal removal rate, the process needs to adapt as the wheel is dressed and becomes smaller. The speed of the wheel needs to increase over time to maintain a constant Q’w. Likewise, the dresser cycle also needs to adapt as the wheel size decreases.
Many other variables can also influence the grinding process, such as machine stiffness, coolant, machine vibrations and temperature control. The best process can be for naught if these variables are not considered and controlled.
Practical Example
The author worked for a bearing manufacturer in the mid-1980s (see How Ball Bearings Are Manufactured). It was around this time that advancements in grinding controllers allowed the application of adaptive control grinding theory to become practical on the manufacturing floor. Working with an internally remanufactured Cincinnati Milacron external grinding machine, we successfully applied this theory in a production environment.
The grinding machine overhaul included the following items:
- Rebuilt and replaced machine ways with linear motion guides to increase accuracy, eliminate stick-slip and provide precise control of the feed tables.
- All-new PLC and CNC control, using a proprietary program specialized for controlling the grinding process.
- New AC spindle servomotor and motor drive.
- New precision wheel dresser.
- All-new temperature-controlled hydraulic system for hydrodynamic wheel spindle.
- New automatic lubrication system to ensure all bearings were properly lubricated.
- New machine enclosure.
After remanufacturing, test and debug of the machine, the grinder was shipped to the manufacturing facility for production. Using a program that incorporated the metal removal rate formulas devised by Lindsay and Hahn, setup parameters, including wheel speed, feed rates and other variables, were determined based on machine and part input parameters.
After several months running in a production environment, engineers were called in to help with the process. The machine was part of a manufacturing cell and the slow cycle time affected the productivity of the entire cell. After investigating the machine settings, it was clear that the operators were no longer using the setup sheet based on the volumetric metal removal rate. Adjustments to the process, using the correct input parameters, reduced the cycle time by nearly 1.5 seconds.
Machine operators and setup personnel were skeptical. “The wheel is too fast,” “We always slow it down to improve quality,” “There are too many sparks,” and other comments were overheard, with heads shaking in disapproval. This turned to disbelief after inspection of test parts yielded acceptable size and surface roughness.
Experiments and research on metal removal rate and other grinding process theories continue to this day. Advancements in technology have led to better, faster controls and machines. Implementation is not easy, however, as there are many variables that can adversely influence the process. Proper understanding, planning and diligence can lead to an improved process that adapts to changing conditions and produces quality parts with a reduced cycle time.
References
Adaptive Control Optimization of Grinding
Handbook of Modern Grinding Technology
A Control Scheme for Grinding Based on Combination of Fuzzy and Adaptive Control Techniques
Grinding Technology: Theory and Application of Machining with Abrasives



