How to Select the Right Thermal Coating
Shawn Martin | June 21, 2018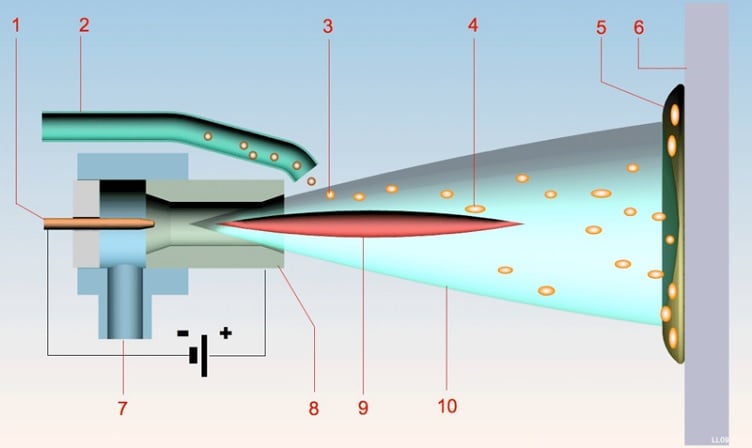 Plasma Spray Process | Source: LaurensvanLieshout
Plasma Spray Process | Source: LaurensvanLieshout
Thermal coating, also known as thermal spray coating, is used to treat surfaces and enhance surface characteristics. In essence, it is an engineered coating designed to address specific applications with an emphasis either on specific corrosive species, performance characteristics or specific operating environments. While thermal spray coatings are known as a superior surface treatment, there are numerous types and application methods. The bigger question isn’t if a thermal coating is the best option but what is the best thermal coating for a given application.
Selection Criteria — Breaking Down the Possibilities
One of the first considerations in selecting a thermal coating is the substrate to be coated and the desired effect. Some spray coating processes like vacuum plasma spraying (VPS) are nearly universal and can be applied to laminate surfaces, plastics or metallic surfaces while other thermal spray coatings are much more limited.
The second most influential design criterion is the environmental exposure that a coating will endure. A high-temperature application may require a refractory coating or for highly corrosive applications an anodic coating may be preferred. These performance requirements along with the substrate to be coated can be considered the “meat and potatoes” of the design criteria while additional considerations include the environment in which the coating will be applied, the service life and the cost.
Deposition Techniques
Thermal spray coatings are characterized by layers and layers of flattened liquid drops called splats or lamallae. These overlapping lamallae and the voids between them determine the thickness and porosity of the coating. The method of deposition has a profound effect on these surface characteristics and the cost and benefits of each coating method are often weighed against each other.
Arc spraying is one of the most productive and economical means of applying a thermal spray coating. In arc spraying, a DC power source is used to establish an electric arc at the gun head and melt a wire feed to form a molten pool. Dry compressed air atomizes and propels tiny droplets of the molten material toward the treated surface.
Arc spraying creates a semi-porous coating up to 4 mil thick. It exhibits the highest deposition rate of all thermal spraying processes. It also requires less power, is more suitable for metallizing thermally sensitive substrates and creates a bond strength that is superior to flame spraying.
Disadvantages of arc spraying include material limitations as it can only be used to deposit conductive materials. A large amount of fume and dust is produced during the coating process. The coating also contains greater porosity, higher oxide levels and lower bond strengths when compared to plasma or HVOF spraying processes.
Flame spraying is another economical thermal spray process. In flame spraying a fuel source is used and the heat of combustion melts either a wire feed or consumable powder to form a molten pool. Like arc spraying, dry compressed air atomizes and propels molten material towards the work surface.
Flame spraying is a cost-effective method for applying a thermal spray coating and is characterized by moderate spray rates. It produces less dust and fumes when compared to arc spraying. In some instances, a spray booth may not be required, like all other thermal spray methods. It is favored when coating large or complex structures and offers more material options then arc spraying including ceramics and other non-metallic coatings.
The main disadvantage of flame spraying is coating quality. Flame spraying produces a coating with higher porosity, lower coating densities and higher oxide levels than all other thermal spray coatings.
Plasma spraying utilizes a high-temperature plasma flame to heat and accelerate a powdered consumable toward the work surface. A DC electric arc interacts with an inert gas and the associated resistance heating from the electrical arc causes the gas to dissociate and ionize forming a plasma jet.
Plasma spraying produces a very high-quality coating from materials with exceptionally high melting points. In order to improve coating surface quality, the process may be carried out in a vacuum chamber, which is referred to as VPS.
Plasma spray is a very versatile process that accommodates both a wide range of coating materials and substrates. It is particularly well suited for spraying of refractory materials while the disadvantages include the complex nature of the automated process, sensitivity to operating environments and cost.
High-velocity Oxygen Fuel (HVOF) utilizes confined combustion and an extended nozzle to heat and accelerate powdered materials. Operating up to hypersonic gas velocities it produces a dense, well-adhered coating that is hardened, wear-resistant and corrosion resistant.
HVOF produces a very dense coating with low porosity although the powder particle size is restricted and a narrow size distribution is required. HVOF is rarely carried out as a manual operation due to numerous process variables that affect coating consistency.
Conclusion
In thermal spraying, the coating process used significantly impacts the coating quality. Each process has its own limitations and advantages. In order to select the correct thermal coating for a given process the cost and surface quality of the coating method used can be equally as important as the material being deposited.