Fundamentals of plasma spray
Seth Price | March 22, 2022Plasma spray coating is a method of depositing thick films of material on another substrate. This process can be used to add wear coatings, chemically resistant coatings and thermal barrier coatings (TBCs), and even to create free-standing materials. It is particularly useful for creating ceramic coatings that would otherwise be difficult to synthesize, such as coatings from high melting-point materials and chemically inert materials.
The plasma spray process
The plasma spray process is half science and half art. The key component to this process is the plasma spray gun, where a high temperature (greater than 10,000 K) plasma is generated. This high temperature plasma can melt virtually any material in a matter of milliseconds, provided it is in powdered form. A powder of the coating material is fed into the plasma and expelled from the gun in liquid form toward the substrate. On impact, each droplet quickly freezes, creating a “splat.” The gun passes over the surface of the substrate, building up a layer of splats and forming the sprayed coating.
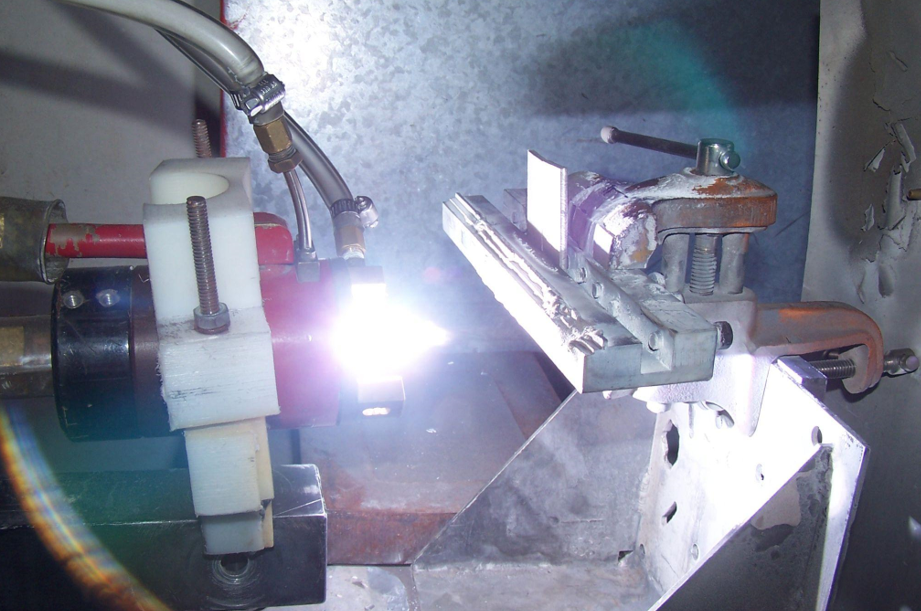 Plasma gun in action: two powders are being fed into the gun (tubes attaching to the top), while high current is being fed into the back through water-cooled cables (the red and black attachments). This image was taken through an arc welder’s mask. Source: Seth Price
Plasma gun in action: two powders are being fed into the gun (tubes attaching to the top), while high current is being fed into the back through water-cooled cables (the red and black attachments). This image was taken through an arc welder’s mask. Source: Seth Price
Plasma generation
The plasma is generated by direct current (DC) to draw an arc between two electrodes. High voltage is required to start the initial arc, but once it has started, the ionized atmosphere creates a conductive path. The conductive path then allows for high current (700 A to 1,000 A is common), which then raises the temperature near the arc. The gases used in the plasma, often an inert gas (such as argon) and an enthalpy booster (such as helium), are fed between the electrodes. Once the plasma is sufficiently stable, powdered feedstock is sprinkled into the plasma at a controlled feed rate. The powder quickly melts and the droplets are propelled through a nozzle.
Process parameters
The plasma gases help generate the plasma as well as propel the droplets through the nozzle of the gun toward the substrate. One of the most important parameters to control is the gas flow rate for each plasma gas. If the primary gas flow rate is too high or too low, the plasma will be unstable. If the secondary gas (enthalpy booster) flow rate is too high, the temperature will be correspondingly too high, leading to powder vaporization and reduced efficiency. If the secondary gas flow rate is too low, there will be more partially melted particles and high porosity in the coating.
The electrical current will have similar effects as the secondary flow rate, plus the added complication of maintaining an arc. If the current is too low, the plasma will not only be cold, but the plasma may be unstable, and if the current is too high, the plasma will be too hot and also may cause excess wear to equipment due to high temperatures.
The feedstock parameters are also important. The feed rate into the gun will impact the thermal load; too much powder at once may quench an otherwise perfect plasma. Furthermore, most plasma guns have multiple feed ports at different places in the plasma gun or just in front of the nozzle to change the dwell time of the particles in the plasma. If the powder spends too long in the plasma, it will vaporize; too little time and it will only partially melt. Furthermore, non-conductive powders may need to be treated to prevent static buildup, which will clog feed mechanisms. Hygroscopic powders will collect moisture that can lead to clogged feed tubes as well. Depending on the specific powder treatment, the spray process parameters will need to be altered.
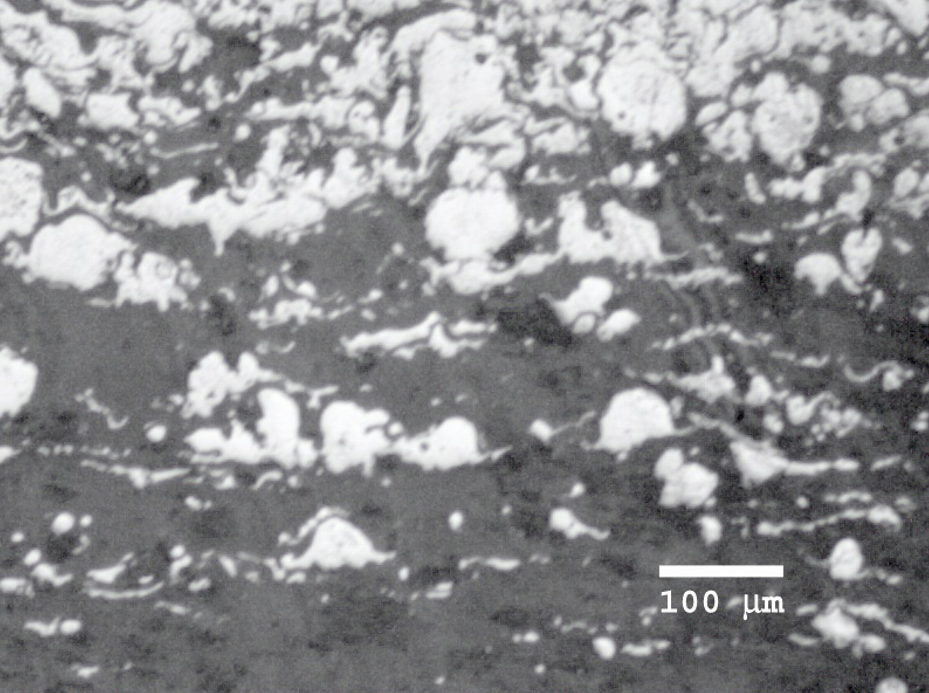 Plasma sprayed functionally graded material (FGM). The light splats are ceramic and the dark splats are a nickel alloy. Notice how the material slowly transitions from ceramic to metal (top to bottom). Source: Seth Price
Plasma sprayed functionally graded material (FGM). The light splats are ceramic and the dark splats are a nickel alloy. Notice how the material slowly transitions from ceramic to metal (top to bottom). Source: Seth Price
Advantages of plasma spray
Plasma spray coatings are particularly useful for placing ceramic coatings on metals, ceramics and composites. Ceramics often have high melting temperatures, making them difficult to use as a dip-coating material. Also, many of the ceramic coatings used are engineered to resist corrosion, meaning they are nearly chemically inert. This means chemical vapor deposition (CVD) is difficult.
A thick coating can be created quickly. Depending on the process parameters, coatings can be deposited from 50 microns up to centimeters thick by simply passing the plasma gun over the substrate more often. Furthermore, free-standing parts can be created by depositing a coating on a removable or dissolvable mandrel or mold.
Another advantage of the plasma spray process is the flexibility in coating materials. By adjusting the powder feedstock composition, the composition of the coating changes. At first glance, that seems intuitive, but there are a number of unique possibilities. One common application is to create functionally graded materials (FGMs), where the coating material transitions from one material to another; perhaps transitioning from 100% ceramic to 100% metal, taking advantage of the properties of both materials. This is made possible with two powder feed hoppers and a controller to adjust the flow rate of each independently throughout the process.
Limitations of plasma spray
The plasma spray process introduces thermal stresses as the droplets are rapidly cooled. While they form a mechanical bond, the chemical bond between the droplets is limited. This leads to a much more brittle coating from plasma spray than coatings produced with other methods. As a result, their fracture toughness and flexural strength of the coatings are lower than that of the bulk material. Some of this limitation can be alleviated by a post-spray anneal, but there will always be some limitation.
Due to the nature of droplets striking a surface and rapidly cooling on impact, there is ample opportunity for contaminants and pores to develop in the coating. Contamination can come from any dust particles that are blown around by the high speed plasma gases or unmelted particles. Pores form when one droplet does not freeze exactly over the surface, leaving a small void space. Contamination is limited by good housekeeping, switching to a vacuum plasma spray coating, or careful control of the process parameters to ensure melting.
Industrial usage
Plasma spray coatings are used widely in the aerospace industry. They also appear in manufacturing processes, such as paper and pulp products, where there are high-wear components. The most common usages are to make TBCs, abradable coatings and wear surfaces.
TBCs
TBCs are commonly used to drop the temperature to protect materials with lower stability. For example, turbine blades are often layered with a TBC made from a ceramic coating that can handle higher temperatures than most metals. In the case of the turbine blades, the advantages of the metal blades (over ceramics) are the higher strength and ductility, but the TBC allows for the turbine to be operated at higher temperatures.
Abradable coatings
Abradable coatings are created to wear in a certain pattern. These coatings are often used to form seals, where a moving part cuts into the coating, stripping it away into the exact shape required by the specific blade. Abradable coatings like these can create a tighter fit than machining.
Wear surfaces
On the opposite end from abradable coatings are plasma sprayed wear surfaces. These coatings are designed to have high hardness, high elastic modulus and good adhesion to the substrate. Paper mills take advantage of plasma spray coatings to extend the life of their rollers. A thin ceramic coating reduces mechanical wear as well as limits the chemical attack from saturated pulp.
Plasma spray coatings in the future
While plasma spray processing is expensive, its advantages are used heavily in the aerospace industry. As humans push the limits of aircraft and spacecraft, plasma spray coating will continue to play a role in future technologies.



