How to Select the Right Pump for Your Chemical Application
Ken Thayer | July 20, 2017 Chemical pump. Image credit: Wikimedia Commons
Chemical pump. Image credit: Wikimedia Commons
Chemical pumps are defined as those with the application of making, using or disposing of chemicals. They are designed and constructed out of materials that can withstand substances with varying levels of viscosity, corrosiveness, and abrasiveness. Some chemical pumps are also metering pumps, which provide flow measurement and control for applications that require precise volumes of chemicals.
Chemical pumps have applications in many different industries, from general industrial applications to oil and gas, brewery and distillery, semiconductor and others. The following chart indicates the industries for more than 12,000 users of the IEEE GlobalSpec parametric SpecSearch® filter for chemical pumps from 2012 to 2016.
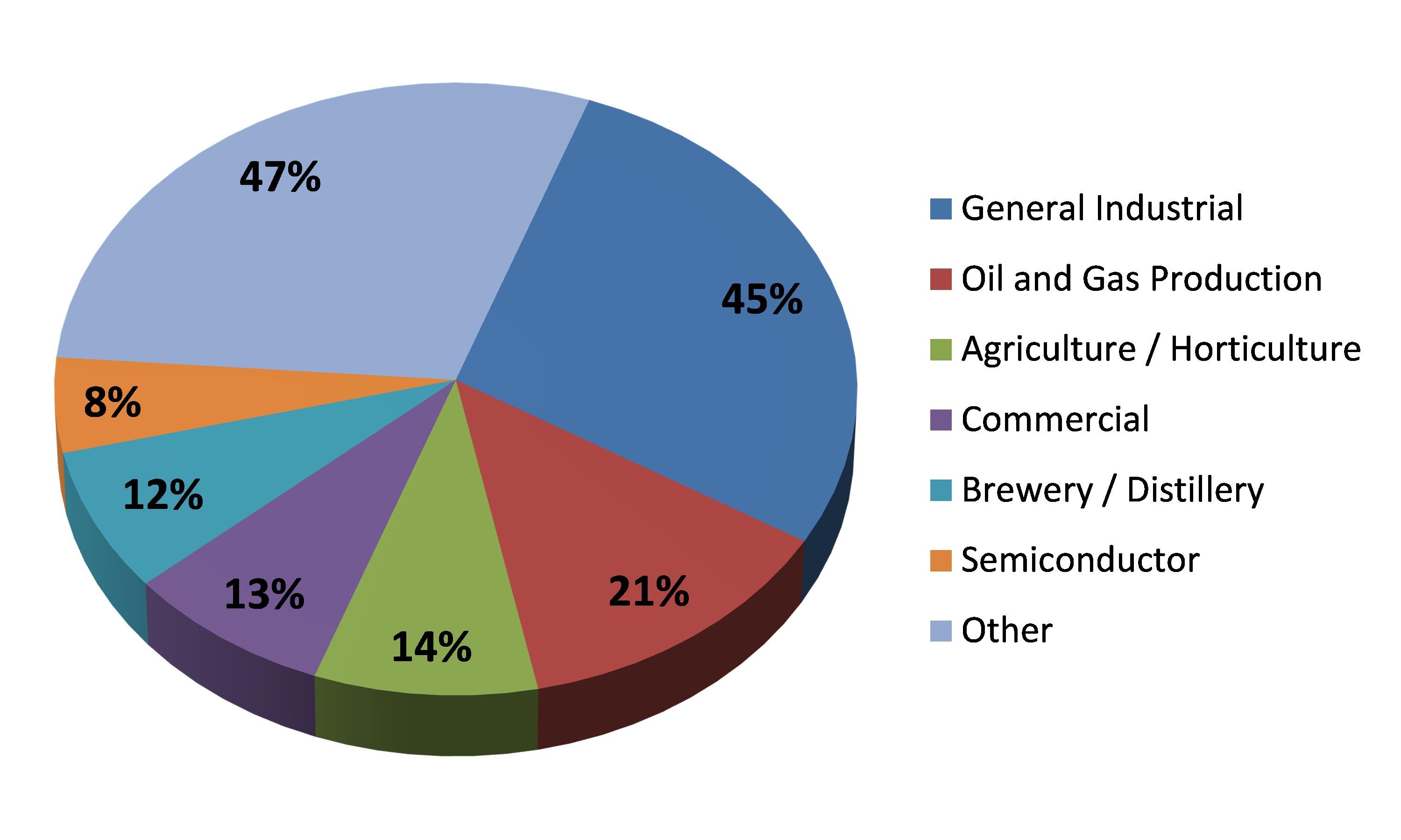 Chemical Pump Industry Usage; Data source: IEEE GlobalSpec
Chemical Pump Industry Usage; Data source: IEEE GlobalSpec
Selecting the correct chemical pump involves many variables. Pump handbooks and specialty software can aid in pump specification. Chemical MSDS and compatibility data may be required as well. The first step in chemical pump selection is a proper understanding of the application requirements and the chemical media properties along with selecting the pump with the specifications to perform the task. The following graphic lists some of the main criteria to consider during chemical pump selection.
 Chemical Pump Selection - Application Requirements and Attributes
Chemical Pump Selection - Application Requirements and Attributes
Materials of Construction
One of the most important criteria to consider is the chemical media to be pumped. The materials used for the construction of the pump must be compatible with the chemical media. Corrosion is a major concern with many chemicals. Acids such as sulfuric acid and hydrochloric acid are especially corrosive. In addition to acids, chemicals that pose corrosion problems to varying degrees are chlorine, alkaline solutions, and water. Care must be taken to select a pump manufactured from a material that is compatible with the chemical media.
Pump materials can be classified into two main categories—metal and nonmetallic. Metal pumps can further be classified as ferrous or nonferrous. Pumps made of cast iron, ductile iron or carbon steel can be used with some chemicals, but most metallic chemical pumps are manufactured from stainless steel, a nickel alloy or exotic material such as titanium to protect against corrosion. Nonmetallic materials can be broken out as rubber (both natural and synthetic), plastic, ceramics, glass, etc. All of these nonmetallic materials have applications as pump materials for corrosive materials, especially plastic.
In addition to chemical media and pump construction materials, what other specifications are the most important to engineers when selecting a chemical pump?
In a recent review of the selections of more than 12,000 engineers or users visiting the Chemical Pumps SpecSearch parametric filter on IEEE GlobalSpec to discover or find chemical pumps for their applications, we found:
- 54 percent of specification selections were for numerical performance specifications (maximum discharge flow, maximum discharge pressure, discharge size, etc.)
- 33 percent of spec selections were for pump type (centrifugal, diaphragm, dosing, etc.)
Pump Sizing and Performance Specifications
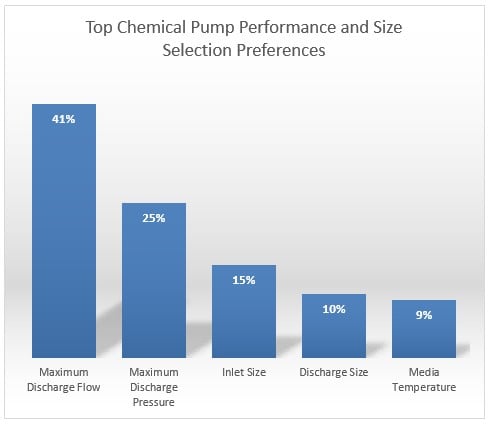 Data source: IEEE GlobalSpecAccording to IEEE GlobalSpec users, the selection of the proper pump performance and size specifications are the most important criteria when specifying a chemical pump. According to a 2010 to 2016 review of chemical pump searches, the most common performance or size specification searched by engineers and technical buyers using SpecSearch parametric search was maximum discharge flow. After maximum discharge flow, maximum discharge pressure (head) had the next highest usage, followed by inlet size, discharge size and media temperature, respectively.
Data source: IEEE GlobalSpecAccording to IEEE GlobalSpec users, the selection of the proper pump performance and size specifications are the most important criteria when specifying a chemical pump. According to a 2010 to 2016 review of chemical pump searches, the most common performance or size specification searched by engineers and technical buyers using SpecSearch parametric search was maximum discharge flow. After maximum discharge flow, maximum discharge pressure (head) had the next highest usage, followed by inlet size, discharge size and media temperature, respectively.
An incorrectly sized pump can lead to operating problems within the pump fluid transfer system. When correctly specified, most pumps are slightly oversized due to a built-in safety factor; however, a greatly oversized pump can cause a motor to be lightly loaded (below 50 percent of full load) during operation. A lightly loaded AC motor will produce a lower power factor, increasing operating costs. Process industry estimates indicate that the price associated with using oversized pumps is staggering and costs companies billions of dollars each year. The use of multiple contractors is a contributing factor, with each contractor creating their own perceived specifications. By the time the final contractor gets involved, the perceived capacity requirements may vary greatly from the actual capacity needed, akin to the childhood game of “telephone.” Engineers may also have built in an excessive safety factor or planned for future changes when specifying the pump.
In addition to costs, oversizing a pump has additional implications, such as excessive vibration, premature bearing failures, operating temperature increases and cavitation issues.
Undersizing a chemical pump can also be a concern, especially in certain pump types, such as progressive cavity pumps. The flow of a progressive cavity pump is determined by the size of the cavity. An undersized pump with a smaller cavity needs to pump faster, which can put a strain on the pump components and lead to reduced suction capabilities, increased wear and premature failure.
The flow rate, or discharge, is a function of the head and determined as follows:
Q = (3960 x WHP)/H
Where: Q = flow rate (discharge); WHP = water horsepower; H = head (differential pressure)
Other factors for pump sizing are the power needed to drive the pump and the net positive suction head (NPSH).
NPSH = V2/2g + p/SW – pv/SW
Where: NPSH = net positive suction head; V = velocity of fluid or liquid; p = impeller inlet pressure; pv = vapor pressure of fluid or liquid; SW = specific weight of fluid or liquid; g = acceleration of gravity
Chemical Pump Type
After selecting the proper material of construction to be compatible with the chemical media and sizing the pump for the operating parameters, the next step is selecting the pump type. Many different types of pumps are available to select from for chemical applications.
Centrifugal pumps are the most frequently used pump in the chemical industry. They are the most common type of chemical pump because of the simplicity and effectiveness of their design and operation, which also makes them less expensive than other types of pumps. They use one or more impellers in a circular pump casing to move fluids through a system. The impellers generate flow using one of three actions: axial flow, radial flow or mixed flow. Axial flow pumps lift liquid in a direction parallel to the impeller shaft, operating essentially the same as a boat propeller. Pressure is developed wholly by the propelling action of the impeller vanes. Axial flow pumps are characterized by high flow and low pressure. Axial flow pumps accelerate liquid through the center of the impeller and out along the impeller blades at right angles (radially) to the pump shaft. Pressure is developed wholly by centrifugal force. Radial flow pumps are characterized by high pressure and low flow. Mixed flow pumps push liquid out away from the pump shaft at an angle greater than 90 degrees. Pressure is developed partly by centrifugal force and partly by the lifting action of the impeller. Mixed flow pumps incorporate characteristics from both axial and radial flow pumps, with a typically medium flow and medium pressure.
 Axial flow impeller (left), Radial flow impeller (center), Mixed flow impeller (right); Image credit: Engineer’s Edge
Axial flow impeller (left), Radial flow impeller (center), Mixed flow impeller (right); Image credit: Engineer’s Edge
All types of centrifugal pumps create a vacuum, which draws fluid to the impeller by suction. The impeller produces liquid velocity and the casing forces the liquid to discharge from the pump, converting velocity to pressure. This is accomplished by offsetting the impeller in the casing and by maintaining a close clearance between the impeller and the casing at the cutwater. By forcing fluid through without cupping it, centrifugal pumps can achieve very high flow rates.
Rotary pump types used for chemical applications include gear pumps, screw pumps, rotary vane pumps and piston pumps, which are all types of positive displacement pumps. Positive displacement pumps are designed to move fluid at a steady rate through a system. These pumps are more efficient than centrifugal pumps at handling high viscosity and low vapor pressure fluids, which flow at lower speeds and create more resistance.
Gear pumps use intermeshing gears to pump various types of liquids. Typically, one gear is the driver and the other is freewheeling. Screw pumps have one or more screws to transfer fluids or materials along with an axis. Archimedes screw pump is an example that is still used in irrigation and agricultural applications. Rotary vane pumps create regions of low pressure by moving fluid using a rotating vane assembly in the pumping chamber. Typically, there are two or more rotating vanes that move the fluid from the inlet to outlet. Piston pumps reciprocating positive displacement pumps that use a piston to move media through a cylindrical chamber. Piston pumps can deliver high pump pressures and are capable of handling viscous liquids.
Diaphragm pumps are positive displacement pumps that move gases, liquids or gas-liquid mixtures via a reciprocating diaphragm. They do not have any internal wear components due to the simple diaphragm design, making them highly reliable pumps. They also do not require sealing or lubricating oils within the pumping head, so there is no chance of oil vapor leakage or contamination of the handled media. Simple diaphragm pumps consist of a diaphragm, displacement chamber, two valves and a driving mechanism. The diaphragm is made of a flexible material and must be checked for compatibility with the chemical to be pumped. It is sealed in place between the side of the displacement chamber and an attached flange. The chamber's volume is slightly greater than what the diaphragm can displace.
Regenerative turbine pumps, also referred to as vortex or periphery pumps, use turbine-like impellers with radially oriented teeth to move the fluid. Turbine pumps combine the high discharge pressures of positive displacement or multi-stage centrifugal pumps with the flexible operation of centrifugal pumps. Unlike most centrifugal pumps, the flow rate of turbine pumps does not vary greatly with large changes in pressure. They are preferred in applications where high head, low flow, and compact design are desired but are unsuitable for solid-liquid mixtures. When a turbine pump is to be used for chemicals, the internal clearances must be sufficient to prevent rubbing, which would decrease efficiency.
Chemical Pump Certifications
Certain industries and applications have specific codes, standards, and regulations that need to be met. In some cases, a pump must meet or be certified to these standards (ASME, ANSI, API, NACE, etc.) before it can be used in certain boiler, pressure vessel, oil and gas refinery, nuclear or other mission critical applications.
See IEEE GlobalSpec’s Standards Library for a full list of chemical pump standards and regulations.
Next Steps
A variety of resources is available on our site to aid engineers in finding and selecting valves. Our chemical pump category provides access to 571 suppliers with over 2,450 parametrically searchable product data sheets from 76 suppliers, in addition to valve selection resources and guides such as the Chemical Pumps Specification Guide. Chemical pump selection resources are also available from professional societies and trade organizations such as the Hydraulic Institute.