How Micro-Epsilon sensors can improve automated welding processes
Seth Price | October 13, 2022Automated welding drastically improves the throughput and quality of welds, as well as increases worker safety by limiting exposure to high temperatures, arcs and other hazards. Furthermore, in today’s competitive labor market, automated welding can help alleviate the worker shortage.
Welding process challenges
Many of the skills that manual welders use must be implemented in automated welding machines. Because humans have decision-making capabilities, the robots used in welding operations must be programmed to make the decisions humans take for granted.
A few key challenges for automated welding processes are planning a welding head or workpiece path, controlling operations at the welding head and performing quality assurance operations.
Path planning
One of the more difficult tasks associated with automated welding is planning the path of welding tools or workpieces through the machine. Paths must be routed so that there are no collisions, either between stationary objects or other robots or humans working nearby.
Besides collisions, paths can be tailored for the welding operation, determining where to move the welding head to minimize heat damage to parts, where to strike the arc and other considerations. With the help of automation, path planning can improve efficiency by using fewer welding supplies and less energy, as well as limiting the amount of damage or warpage due to excess heat.
To plan paths, machines must know their location relative to other objects. They must be outfitted with sensors that judge the distance between the welding head and the workpiece so that a constant arc can be maintained during the welding operation, regardless of the shape of the workpiece.
Welding head control
Besides physically moving the welding head, there are also other features that must be controlled, such as when to apply high voltage to strike the arc, how fast to feed welding wire or rod, ensuring protective gas flow and many other variables. Some welding heads also have the capability of inspecting the weld as it cools to ensure that the weld bonds the materials properly, with few slag inclusions, gas pockets or cold shuts.
Quality assurance
A quality weld will have few slag inclusions, gas bubbles, splatters, even weld movements and so on. For a human to inspect their weld, they must stop welding, briefly wait for the workpiece to cool, remove their welding face and eye protection, then use their judgment to determine if the weld meets quality standards from a visual perspective. If the weld fails, there is only their memory of the inspection.
Enter automation. Using computer measurements, the automation system can flag potential problem areas along a weld seam in near real-time, as well as archive the data for future use for quality excursion or legal purposes.
 Figure 1: A Micro-Epsilon scanCONTROL sensor evaluates the seam between sections of large-diameter pipe. Source: Micro-Epsilon
Figure 1: A Micro-Epsilon scanCONTROL sensor evaluates the seam between sections of large-diameter pipe. Source: Micro-Epsilon
Sensors for improving welding processes
The automated welding challenges above all rely on one key component: sensors that can collect relevant data. Micro-Epsilon offers a suite of sensors geared toward improving automated welding processes. In particular, the optoNCDT 1900 displacement sensor, the scanCONTROL sensor and the eddyNCDT 3060 have been designed to acquire data in harsh industrial welding environments.
Displacement sensor — optoNCDT
Overall, displacement is the most common measurement used in automated welding systems. All movement and quality control measurements rely on accurate displacement data. The welding head must know how far it is located from the workpiece to prevent collisions and to produce quality welds. They can be used for finding the edge of thin sheet metal to determine where pieces should be welded together, as the edge of the sheets will look like a step change in distance.
The optoNCDT line of sensors measure the reflected light from surfaces and triangulation algorithms to determine the distance between the sensor and the workpiece. These sensors integrate with numerous PLC and industrial control hardware. With one micron resolution, the optoNCDT line of sensors can easily detect small features and be used in tight motion control loops for welding heads.
 Figure 2: An optoNCDT displacement sensor helps an automation system maintain a constant standoff distance along a weld. Source: Micro-Epsilon
Figure 2: An optoNCDT displacement sensor helps an automation system maintain a constant standoff distance along a weld. Source: Micro-Epsilon
2D/3D vision — scanCONTROL
The scanCONTROL profile sensor measures the distance between the sensor and the workpiece across an area, providing topographic data. A human welder would look for a nice “stack of coins” shape, with little splatter and few chevrons. With the scanCONTROL sensor, the automated welder can check for this, and document the images for later legal or failure analysis purposes as needed.
 Figure 3: Diagram of a scanCONTROL sensor measuring the weld seam on a pipe. Source: Micro-Epsilon
Figure 3: Diagram of a scanCONTROL sensor measuring the weld seam on a pipe. Source: Micro-Epsilon
The scanCONTROL line can measure features as small as 1 micron, yet can be used at larger standoff distances to measure large welds as well. Depending on the required resolution, the scanCONTROL can cover areas as small as 25 mm x 15 mm or as large as 300 mm x 200 mm. With a fast scan rate of 10,000 Hz, inspections happen quickly.
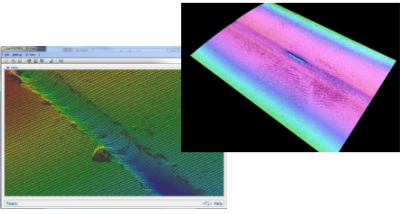 Figure 4: Three-dimensional images from the scanCONTROL sensor. Source: Micro-Epsilon
Figure 4: Three-dimensional images from the scanCONTROL sensor. Source: Micro-Epsilon
The scanCONTROL sensors are also used for path planning. Here, the scanner is used to scan an area to determine the relevant sections for the welding head. On the other side the scanCONTROL sensors inspect the seam quality during the welding process. Their high resolution enables the scanners to detect three-dimensional shapes and the finest of details and structures.
Eddy current sensor — eddyNCDT
Eddy current sensors from Micro-Epsilon are particularly useful in the industrial environment, as they are unaffected by non-conductive particles or debris, such as layers of oil, dirt or dust, that may accumulate on the surface of a workpiece. For this reason, the eddy current sensors from Micro-Epsilon are used in resistance welding machines to ensure high quality welded joints while measuring the travel of the electrodes. The non-contact displacement sensors detect the axial displacement which is influenced by thermal and mechanical factors.
 Figure 5: Eddy current sensors are used for displacement measurement of electrodes in resistance welding. Source: Micro-Epsilon
Figure 5: Eddy current sensors are used for displacement measurement of electrodes in resistance welding. Source: Micro-Epsilon
The eddyNCDT line of sensors can measure distances down to the sub-micron level, drastically increasing the accuracy of welding head motion and making it possible to detect very small defects.
Conclusion
Ultimately, in order to get the most out of an automated welding process, accurate, rugged sensors are needed. Micro-Epsilon’s catalog of laser displacement, 2D/3D and eddy current sensors will improve the throughput while lowering the production costs of these operations. For more information, please reach out to the engineering team at Micro-Epsilon.