Membrane reactor converts CO2 into fuel
S. Himmelstein | August 27, 2024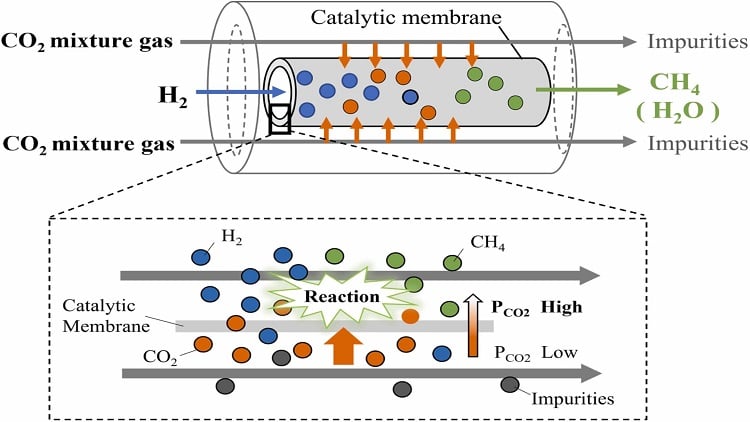 Conceptual diagram of a membrane reactor for carbon dioxide capture. Source: J. CO2 Util., 82 (2024)
Conceptual diagram of a membrane reactor for carbon dioxide capture. Source: J. CO2 Util., 82 (2024)
A new approach for controlling carbon dioxide (CO2) emissions from small-scale boiler systems captures the gas and converts it into a useful product, such as methane.
Researchers from Shibaura Institute of Technology in AGH University of Science and Technology in Poland sought to optimize distributor-type membrane reactors for this application. Numerical simulations modeled how gases flow and react under different conditions, enabling minimization of temperature variations and ensuring that energy consumption is optimized while methane production remains dependable.
Unlike traditional methods that channel gases into a single location, a distributed feed design was observed to spread the gases out into the reactor instead of sending them in from one place. The result is a more advantageous distribution of CO2 throughout the membrane, preventing any location from overheating.
The distributor-type membrane reactor described in the Journal of CO2 Utilization reduced temperature increments by about 300 K compared to a conventional packed bed reactor. With inlet CO2 concentrations of 15%, which are typical for industrial boilers, the system recovers methane at concentrations about 1.5 times higher in comparison to 100% CO2 concentration at the inlet in a classical reactor.