5 things to know when selecting a laser triangulation sensor
December 07, 2023Laser triangulation sensors are the go-to when non-contact permanence measurements need to be taken with striking accuracy. Because these technologies rely on precise laser performance, there are five critical metrics to consider when choosing an implementation that will find the most accurate results: the measurement object; the range of measurement; the measurement speed; required accuracy; and the surrounding installation environment.
These conditions will ultimately impact how a sensor behaves within its environment and must be taken into consideration when selecting a laser triangulation sensor.
Measurement object
The first factor to consider when selecting a laser triangulation sensor is the target or measurement object, as it has a major impact on the type of sensor technology used. The measurement object is defined as the target whose movement, position or dimension has to be measured by the sensor. Table 1 highlights some of Micro-Epsilon’s laser triangulation sensors and pertinent specifications. The applications section reveals how the measurement object affects the type of laser technology used.
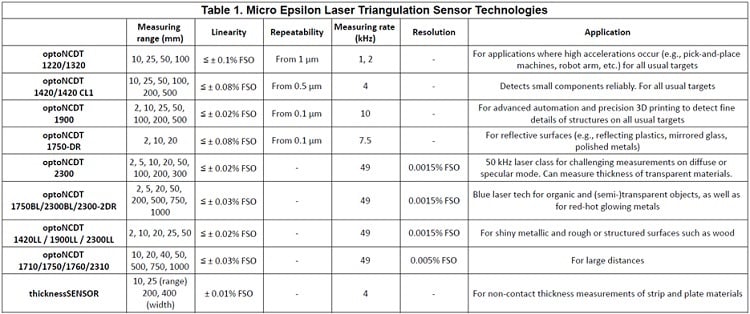 Table 1: Micro Epsilon laser triangulation sensor technologies specifications and applications. Source: Micro-Epsilon
Table 1: Micro Epsilon laser triangulation sensor technologies specifications and applications. Source: Micro-Epsilon
Rough surfaces
Typical laser sensors emit a circular spot, or point, in order to triangulate distance measurements. However, when measuring inhomogeneous structures such as wood or textured plastics, this can lead to a phenomenon called the speckling effect where the circular spot diffusely reflects from the imperfect surface. To overcome this, the spot size can be adjusted. The optoNCDT LL laser sensors, for example, produce an oval-shaped spot size just a few millimeters wide, (Figure 1) which – when combined with software algorithms – can compensate for interference caused by surface roughness.
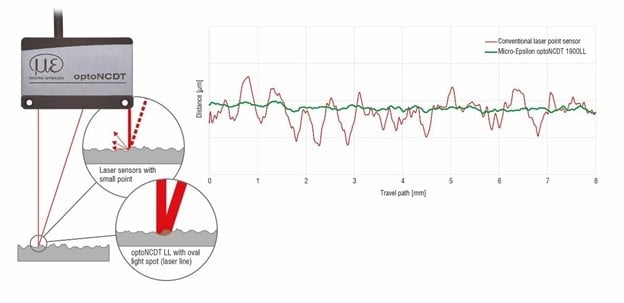 Figure 1: LL produces an oval-shaped light spot as opposed to the “points” of traditional lasers to allow for accurate measurements of rough surfaces. Source: Micro-Epsilon
Figure 1: LL produces an oval-shaped light spot as opposed to the “points” of traditional lasers to allow for accurate measurements of rough surfaces. Source: Micro-Epsilon
Transparent and glowing surfaces
Blue lasers, like the optoNCDT BL lasers, are a great alternative in the event that a traditional red laser may have too long a wavelength to accurately measure semi-transparent surfaces and organic objects. The shorter wavelength blue lasers also include handy features like filters to lower sensitivity to objects such as red-hot glowing metals and increased measurement stability, to name a few. A high-speed blue laser like the optoNCDT2300-2DR expands the potential target surfaces to high-gloss, shiny and reflecting surfaces and transparent objects such as plastics, adhesives and glass.
Measuring range
The sensor’s measuring range is the maximum distance between a sensor and where the measurement object can be situated. Typically, the measuring range for most laser triangulation sensors falls between 10 mm to 10 cm. However, some will require large measuring ranges. The optoNCDT 1710/1750/2310 range is optimized for measuring distances as large as 1 m. At large distances, precision can be maintained by strictly narrowing the measurement range and employing real-time surface compensation to ensure reliable measurements on changing surfaces. This is especially pertinent as these sensors are used in measuring setups where the distance between the target and the sensor changes; a sensor installed closer would otherwise experience collisions with the target.
As shown in Figure 2, large distances might also be necessary to protect the sensitive circuitry within the sensor when the measuring object might be radiating excessive heat energy (e.g., red-hot metals).
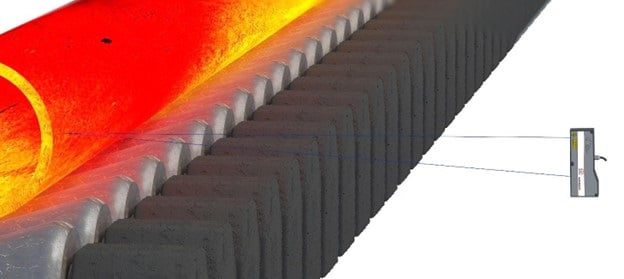 Figure 2: Laser triangulation sensors may have to be installed at large distances away from the target object to avoid damage from overheating. Source: Micro-Epsilon
Figure 2: Laser triangulation sensors may have to be installed at large distances away from the target object to avoid damage from overheating. Source: Micro-Epsilon
Measurement speed
Measurement speed relates to “measuring rate” in Table 1. A measuring rate of 1 kHz will measure once every millisecond while a 50 kHz laser will measure 50 times every millisecond. The high sampling rates enable more precise measurements that can, for instance, test transient displacements such as vibration measurements or crash test sensors.
Capabilities of a laser with a high measuring rate can be extended through alignment. The optoNCDT 2300 offers both standard mode of displacement measurement or a special alignment mode to measure reflective surfaces such as mirrored glass or polished metals.
Accuracy
The accuracy of the laser triangulation sensor is technically the difference between the real physical value of the measurement and the measured value by the sensor; this should be the largest expected error.
The sensor’s resolution, repeatability and linearity will affect the accuracy of a measurement in different ways and should be considered separately. Resolution refers to the smallest possible change of a quantity that can be reliably measured by the sensor. This is often shown as a percentage of the full-scale output (FSO), or the range between the minimum and maximum amplitude a sensor can measure accurately. The repeatability of the laser sensor is the deviation between mutually independent measurements, which is determined under repeatable, defined conditions. This determines the precision of the sensor; the smaller the deviation is, the more accurate the measurement will be upon first performance. The linearity is defined as the maximum deviation between an ideal straight-line characteristic and the real characteristic; this is also given as a percentage of the measuring range (% FSO). Micro-Epsilon triangulation sensors measure distance changes with linearity errors of as low as 0.01% FSO to ensure the sensor distance measurements are more accurate despite varying measurement conditions.
Installation environment
The sensor’s dimensions can easily impact the type of sensor used. Many applications demand compact solutions. Sensors that use embedded controllers with industrial interfaces such as EtherCAT, EtherNet/IP or PROFINET within the sensor are also critical in order to easily integrate the full performance into a PLC without additional interface modules, saving space and reducing wiring and installation effort. Sensors that are both compact and low weight can be easily integrated into applications with high accelerations such as robotic arms or pick-and-place machines (Figure 3).
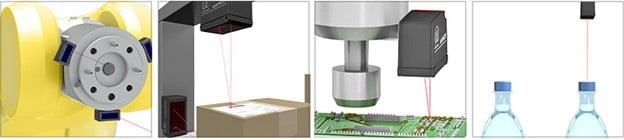 Figure 3: Many laser triangulation sensors must maintain as small a form factor and weight as possible in order to easily integrate into the end application. Source: Micro-Epsilon
Figure 3: Many laser triangulation sensors must maintain as small a form factor and weight as possible in order to easily integrate into the end application. Source: Micro-Epsilon
The Micro-Epsilon difference
Selecting the right laser triangulation sensor for an application depends on a number of tedious but crucial factors. In order to ensure that all measurements are reliable and repeatable, the sensor’s accuracy is a non-starter for Micro-Epsilon. Ease of installation is also important in industrial environments where the set-up time and reliability is critical to plant operations.
Micro-Epsilon produces a range of high-performance laser triangulation sensors that can be effortlessly integrated into an industrial setup and run with minimal effort and high measurement reliability. Learn more about how Micro-Epsilon can provide the best sensing solutions for your needs.



