Pushing the envelope on AM prototypes
Scott Orlosky | July 10, 2023There’s no question that additive manufacturing (AM) has become the tool of choice for prototyping hand-held representations of design ideas. But what if you need something bigger, something more human-sized, like, maybe furniture, a fan enclosure, architectural pieces? In that case, you need something built for a bigger scale. Now don’t get me wrong, it is possible to push the standard production envelope, but at some point it is just too time consuming to be practical.
When we talk about big in the AM world, generally we are talking about more than a cubic meter of enclosed build space. A unique solution is provided by a company called Massive Dimension. It’s a clever marriage between a precision industrial robot arm and a high-volume plastic extruder (similar to an injection molding machine, but with continuous flow). Having all the degrees of freedom associated with using a robotic arm allows the designer to “slice” the model at any angle relative to the X-Y-Z coordinate frame. This produces stronger parts, better surface finishes and more precise parts. Turn-key robotic AM cells from Massive Dimension can print up to 50 lbs per hour through the nozzle. Build volume is 910 mm by 1,520 mm by 1,520 mm.
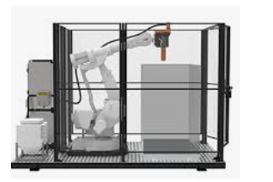 Figure 1: MDAC Series 3D printer (with permission of Massive Dimension).
Figure 1: MDAC Series 3D printer (with permission of Massive Dimension).
Another approach to printing big is actually to print something in sections and then assemble the parts. One such case is an instance with a Japanese museum wanting to display a T-Rex skeleton replica. They borrowed the CAD files from existing bone scans, printed them on a large-scale printer, and then assembled the “kit” into a 12 m long by 5 m high display model using two Builder Extreme 3D printers with PLA plastic filament as the working material. The largest 3D printers from Builder Extreme have a build volume of 1,100 mm by 1,100 mm by 800 mm. Just under the threshold for the “big” rating but big enough to get the job done. A similar idea was applied to reproducing a statue of Michelangelo’s “David.” Like a giant 3D puzzle, it was printed, assembled and then finished with an outer coat of hand-applied plaster infused with powdered marble. This whole project was overseen by the University of Florence as part of the World Expo in Dubai. Not a small feat at all considering that the statue is 5 m high.
Up until now we have been talking about machines that are largely constrained by the envelope of their box-like structure. To move outside of this envelope means that the sustaining structure has to have more flexibility. These large printers are usually built with a gantry architecture, which means that they can be made as long, wide and tall as a gantry can go. Notably, the construction industry has taken to developing entire buildings using additive principles along with a gantry style structure and a cement nozzle.
 Figure 2: 3D architectural rendering.
Figure 2: 3D architectural rendering.
Here the print material needed to be developed. Traditional concrete doesn’t usually require the precision that a “printer” would. The slumping characteristics are very important along with the viscosity and the working life of the material once it has been applied. The cement must flow properly without clogging the nozzle or creating voids. One advantage of this approach is that it allows for the use of local dirt as a filler. This can have the aesthetic advantage of already seeming to be part of the landscape. It can also reduce the cost of hauling, but it could also be the perfect solution for off-world construction, a moonbase for example, or just remote sites in general, that otherwise would carry the cost of hauling truckloads of filler while building the structure. One of the leaders in the 3D construction world is the PERIGroup from Germany, a construction company that has partnered with COBOD, which makes the concrete printing heads. Cement buildings tend to be more rounded and smoother, giving them a softer aspect.
In the race to the top for large printers, at least one AM design is claiming a win (for now). The University of Maine took it on to build a gantry printer that is 60 ft by 2 ft by 10 ft high (18.3 m by 6.7 m by 3.0 m). And what was their showcase product? Not surprisingly, it was a boat made of a carbon fiber/ABS/fiber mix. The boat required 5,000 lbs of material and 70 hours of print time to complete the build. Doing these large scale prints means that the bead is literally “hot and heavy” meaning tight control of the temperature is a really challenging part of the build. Too hot and the weight of the material will cause sagging and if too cool the layers won’t bond properly. The nozzle could pass through as much as 120 lbs per hour of material as needed depending on what part of the boat was being built. In the process, they also established three new Guinness Book records. To see a video of the print, check out this link.
 Figure 3: In the future, boats like this could be 3D printed.
Figure 3: In the future, boats like this could be 3D printed.
Not to be left behind, the drive for larger parts has hit the metallic printing AM sector as well. And nowhere do the parts get really big than in the rocket industry. Believe it or not there’s a six-year-old start-up company called Relatively Space, located in Long Beach, California, that is going all-in on 3D printing for fabricating rockets. Their first launch was of a rocket built in two stages, 110 ft long and 7.5 ft wide, a massive size for a printed part. In order to keep it from warping while being welded together out of thin aluminum wire, they had to accommodate the warpage in software. As the printing proceeded, and the part cooled down, it ”warped its way” right back into place. The finished tube is remarkably laser straight. Visit their website to learn more about this company and how they plan to build up to 90% of their finished rockets (plus engines) using 3D printing.
 Figure 4: Rocket building is getting faster and cheaper thanks to AM technologies.
Figure 4: Rocket building is getting faster and cheaper thanks to AM technologies.
The additive manufacturing market is growing in leaps and bounds. These are just examples of a few of the more recent developments that are around us. Keep your eyes peeled, you never know where the next additive manufactured items will start appearing. It really is a brave new world of surprises ahead.
About the author
Scott Orlosky has an MS in Manufacturing and Control Theory from the University of California at Berkeley and has worked over 30 years designing, developing, marketing and selling sensors and actuators for industrial and commercial industries. He has written numerous articles and application notes for speed and position sensors used in industrial and hazardous area environments including an author credit in “Encoders for Dummies.” Scott authored an industrial newsletter for nearly 15 years and is also co-inventor on a number of patents involving design and manufacturing of inertial sensors.



