What’s new with beam welding? Part 2
Gary Kardys | November 25, 2019This article is Part 2 of Welding Digest’s two-part series on new developments in beam welding. Read Part 1 here.
Laser hybridized welding
Several hybrid processes combining laser welding with other welding technologies have been commercialized.
F&K Delvotec’s Ultrasonic LaserBonder hybrid machine overcomes the inherent disadvantages of laser and ultrasonic joining technologies. The hybrid laser-ultrasonic welder combines the flexibility and easy automation of ultrasonic bonding with the high-quality joints of laser welding performance. The laser allows lower clamping forces on the parts and the joint surfaces do not require the stringent smoothness and cleaning needed in conventional ultrasonic joining. The hybrid bonder utilizes conventional wire bonding reel feeding technology where connections are reeled off from cell to cell, or from cell to busbar, then positioned, cut and welded.
Compared to gas metal arc welding (GMAW) (metal inert gas/metal active gas (MIG/MAG)) welding, hybrid laser arc welding (HLAW) can weld at much higher speeds (three to 10 times), use less filler metal, require fewer passes, deliver deeper penetration and reduce heat input. The reduced heat input lessens distortion and residual stress, reduces HAZ, decreases porosity, enables welding of thinner metals and improves mechanical properties. On thick butt joints, welding times can be decreased by as much as 90%.
Compared to laser welding, HLAW can provide dilution with filler metal additions to reduce cracking tendencies on aluminum and other hot cracking susceptible alloys. HLAW has greater gap-bridging ability, which reduces requirements for precisely fitting joints compared to laser welding. In addition, the laser stabilizes the arc and the GMAW gun provides the shielding gas to the weld zone.
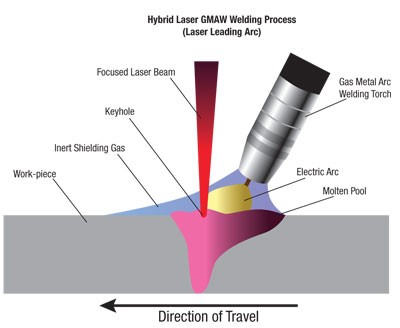 Figure 1: The hybrid laser GMAW process. Source: Lincoln Electric
Figure 1: The hybrid laser GMAW process. Source: Lincoln Electric
Laser welding requires application of a shielding gas when welding aluminum, stainless steel, titanium and other alloys sensitive to oxidation. The arc preheats and lowers the reflectivity of the metal surface, which provides better coupling of the laser beam to metals and more rapid laser energy absorption. Additional research on the fatigue and creep properties of hybrid laser GMAW needs to be performed to spread the use of hybrid welding in more mission critical applications. Laser-GMAW combines the deep-penetrating capability of lasers with the heat and metal feeding of GMAW. Lincoln, Fronius, ESAB and CLOOS have developed hybrid laser-GMAW machines.
Understanding and controlling beam welding
Beam welding relies on complicated physics involving beam absorption, beam reflection, electron excitation, heat and mass transfer, fluid flow and metal phase and microstructural changes. Welding engineers need to understand lasers and electron beams, beam optics and beam-matter interactions to fully control these technologically advanced welding processes. Researchers at the National Institute of Standards and Technology (NIST) are developing a better understanding of the complex physics of beam-metal interaction during laser welding (see “NIST research sparks new insights on laser welding”). The NIST researchers are trying to develop a weld prediction database where laser welding parameters would be generated based on the materials, thicknesses and types of laser welder.
Welding researchers and OEM developers are using NIST studies to develop better computer models and simulations of laser welding and improve laser beam welding process control. Developments in sensing technologies and lower cost thermal imagers promise to provide real-time monitoring and process control. Several OEMs are offering or developing “plug and play” laser welding systems, integrating lasers, motion control systems, machine vision systems, sensors, monitors and process control software.
Conclusion
Expectations are high for the future development of many novel beam welding processes and improvements, which will spawn new joining, surfacing and additive manufacturing applications. Increased use of beam welding could have a huge impact considering that the combined revenue of industries related to welding represented as much as one third of the U.S. GDP in 2000, according to “Welding-related expenditures and productivity measurements in U.S. manufacturing, construction and mining.”
The future looks intensely bright for laser and electron beam welding.



