Peristaltic pumps for combustible environments and media
June 24, 2020When pumps are required in potentially explosive environments, for such applications as fuel transfer or chemical processing, personnel safety and facility investments can only be ensured by an explosion-proof pump.
 Figure 1. Peristaltic pump construction. Source: Randolph AustinPeristaltic pumps feature a rotating roller or rollers to compress and expand against the special tubing within the pump housing. Since the pumped media is never in contact with a seal, the most likely source for a leak, nor a mechanical component, peristaltic pumps are ideal for dangerous or abrasive fluids. However, that means the pump motor is placed in a combustible environment.
Figure 1. Peristaltic pump construction. Source: Randolph AustinPeristaltic pumps feature a rotating roller or rollers to compress and expand against the special tubing within the pump housing. Since the pumped media is never in contact with a seal, the most likely source for a leak, nor a mechanical component, peristaltic pumps are ideal for dangerous or abrasive fluids. However, that means the pump motor is placed in a combustible environment.
Therefore, motors for such applications have careful design considerations and standards.
Electric
Electric motors for explosion-proof applications typically have a sealed enclosure to prevent the ingress of the hazardous material. This can be difficult for gas exposure, so the enclosure is also strengthened so a potential internal motor fault does not trigger a larger blast. Flame paths are also integrated to dampen flames and permit hot gases to escape. The motor operating temperature must always be well below the ignition temperature of any potential combustible materials.
 Figure 2. Pumps are available in custom configurations and footprints. Source: Randolph AustinIn Europe, CE-ATEX regulates the manufacture and use of low-voltage AC motors in hazardous environments. ATEX classifies application environments by group and subcategories. Since Group I environments are strictly for mining applications, the majority of explosive environments are Group II. Categories are ranked by expected prevalence of the combustible, whether the material is present during normal operation or requires a separate equipment malfunction. Categories are further divided into gas zones or dust zones. Products are ATEX certified by an approved CE Notified Body.
Figure 2. Pumps are available in custom configurations and footprints. Source: Randolph AustinIn Europe, CE-ATEX regulates the manufacture and use of low-voltage AC motors in hazardous environments. ATEX classifies application environments by group and subcategories. Since Group I environments are strictly for mining applications, the majority of explosive environments are Group II. Categories are ranked by expected prevalence of the combustible, whether the material is present during normal operation or requires a separate equipment malfunction. Categories are further divided into gas zones or dust zones. Products are ATEX certified by an approved CE Notified Body.
In the U.S., explosion-proof motors are tested by UL, an OSHA-approved industrial testing laboratory. As with ATEX, it considers the type of combustible material (gas, dust or debris) prevalence and the ignition temperature of specific materials. However, UL ranks locations as class, division and group. Certification can only be conducted by UL locations.
Pneumatic
Air-powered motors are generally better suited for explosion-proof applications for one main reason: they lack the electric current to generate an arc, the primary cause of electric motor explosions. Air powered motors also have a higher power density and have a higher tolerance for dirt or debris contamination. The lone downside is the added complexity and space required of the air compressor and line.
These motors for hazardous locations are governed by the standard EN 13463-1, which like ATEX, classifies locations into groups and categories. Since there is no electric source, this standard is primarily concerned with enclosure construction, ignition source, contaminants, lubrication between friction surfaces, mechanical brakes and power transmission components. EN 13461-1 has been succeeded by ISO 80079-36, but is largely redundant.
Conclusion
When sourcing a peristaltic pump for an explosive location, there is another final concern not regulated by the aforementioned standards: tubing material compatibility. When pumping aggressive or volatile materials, the pump tubing must retain its material integrity.
As there are so many variables when selecting pumps for hazardous-duty locations, consulting with an experienced manufacturer is an important step in the product discovery phase. Randolph Austin Co. has been helping customers select and integrate peristaltic pumps in challenging locations for 65 years. Among their explosion-proof pump models are the following.
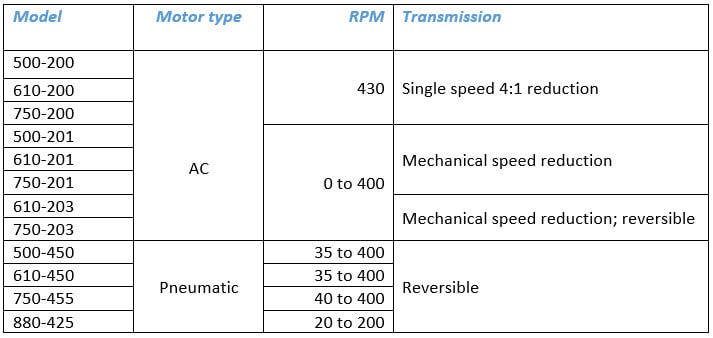
Randolph Austin explosion-proof pumps
For more information about Randolph Austin’s pumping solutions for combustible materials and environments, visit their website.



