Silicon carbide rollers for manufacturing cathode active materials for Li-ion batteries
Gary Kardys, principal engineer; for IEEE GlobalSpec and Costana Bousquet, R&D engineer, Ph.D; Jérôme Brulin, R&D manager, Ph.D; & Adam Stevenson, R&D manager, Ph.D; for Saint-Gobain Performance Ceramics & Refractories | March 03, 2020Electric vehicles (EV), energy storage, electronics, biomedical devices and many other applications are driving low-cost, high-capacity lithium-ion battery (LIB) demand. This demand is placing pressure on battery manufacturers to increase output and reduce costs.
The cathode active material (CAM) is the main raw material impacting LIB cost. The lithium (Li), nickel and cobalt metal ingredients in a CAM are scarce, with volatile pricing, so avenues other than reducing the cost of raw materials must be pursued. In turn, LIB manufacturers are pursuing increased throughput in CAM manufacturing to drive down LIB costs.
CAMs for LIBs
CAMs typically consist of lithium metal oxide, phosphate and silicate structures, which allows reversible Li-ion extraction and insertion during charge and discharge. Their compositions are resumed in Figure 1. Spinel lithium-manganese oxide LiMn2O4 (LMO) was developed in the 1990s and remains a reliable, inexpensive option for low-drain, long-life consumer products. Lithium nickel-cobalt-manganese (NCM) layered oxides are becoming an optimal choice for higher drain LIB designs.
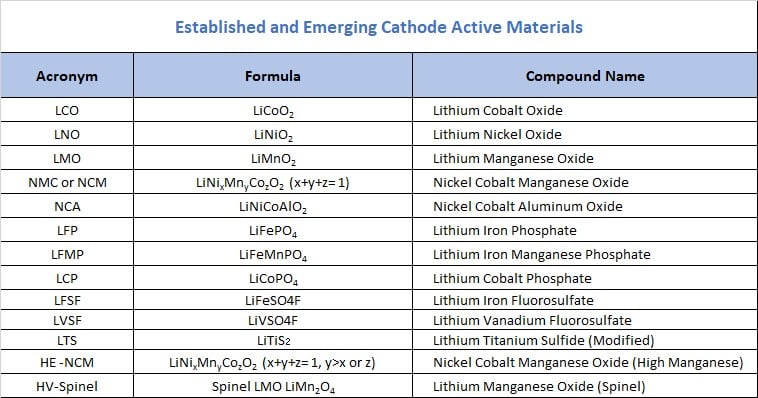 Figure 1. Commercially available and emerging CAMs for LIB manufacturing.Current NCMs are high-nickel, low-cobalt cathode materials that provide high energy density, high specific power, long lifespan and safety. Lithium nickel cobalt aluminum (NCA) layered oxide performs like NCM materials, with high specific energy, specific power and cycling performance and long life. Lithium phosphate olivine-based cathode materials (e.g., LFP, LCP, LNP) provide high current rating and long cycle life, with the additional benefits of good thermal stability, long shelf life and high durability and safety.
Figure 1. Commercially available and emerging CAMs for LIB manufacturing.Current NCMs are high-nickel, low-cobalt cathode materials that provide high energy density, high specific power, long lifespan and safety. Lithium nickel cobalt aluminum (NCA) layered oxide performs like NCM materials, with high specific energy, specific power and cycling performance and long life. Lithium phosphate olivine-based cathode materials (e.g., LFP, LCP, LNP) provide high current rating and long cycle life, with the additional benefits of good thermal stability, long shelf life and high durability and safety.
Overview of CAM manufacturing
The manufacturing process to produce CAMs for LIB begins with a stoichiometric precursor mixture of lithium and transition metal-based compounds (e.g., carbonates, acetates, hydroxides). Depending on the composition and process, these CAM precursors can be precipitated or mixed, pelletized and then loaded into ceramic saggers (trays or boats) for calcination. Pre calcination may occur at 400 to 600° C for 3 to 15 hours. Calcination can occur between 700 to 1200° C for 10 to 30 hours in air atmosphere or an oxygen flow. One route to high throughput calcination is roller hearth kiln. As shown in Figure 2, roller hearth kilns (RHKs) are continuously firing furnaces where the hearth is composed of rotating rollers moving products through the kiln.
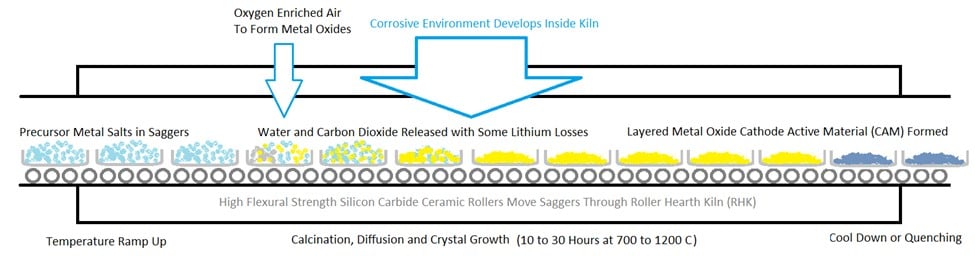 Figure 2. Schematic of the CAM calcination process in a roller hearth kiln (RHK).
Figure 2. Schematic of the CAM calcination process in a roller hearth kiln (RHK).
In a RHK calcination process, saggers filled with the lithium-transition metal precursors are loaded onto the kiln rollers. The rotating rollers move the saggers through the various heating zones and atmospheres within the RHK. Reactions, diffusion, homogenization and crystallization occur during the high-temperature calcination process, resulting in a CAM with a layered structure.
Economies of scale can reduce the CAM cost, so manufacturers are pushing toward high RHK capacities using faster cycles and greater material throughput. Higher RHK throughput increases the weight and mechanical stress on the ceramic rollers. Since the diffusion-controlled reactions to produce the proper CAM structure are time and temperature dependent, the trend in CAM processing is to use wide kilns with long, small-diameter rollers to increase throughput.
Roller characteristics impact CAM manufacturing
A roller failure can result in costly shutdowns. Today, the roller materials used for the production of lithium ion battery cathode powder are ceramic rollers. To ensure adequate lifetime, these rollers must fulfil several requirements including high mechanical resistance, thermal stability, excellent corrosion resistance and straightness along their main axis.
Mechanical resistance
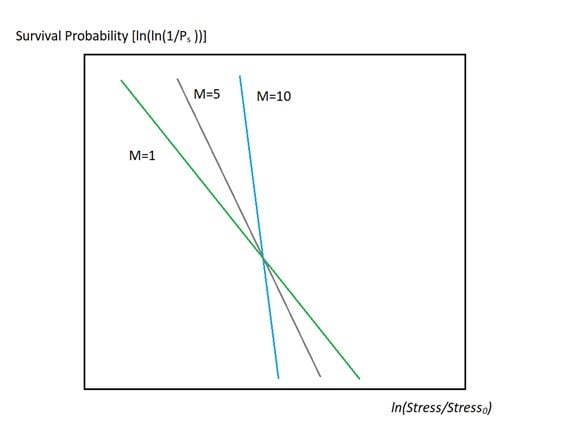 Figure 3. Weibull survival probability graph with increasing ceramic reliability and increasing Weibull modulus (M).RHK ceramic rollers need to have sufficient strength (modulus of rupture) to withstand bending stresses. Therefore, the ceramic rollers must have uniform mechanical properties over the entire length to ensure reliability and bear the combined weight of powder and saggers. In order to prevent roller deformation there is a need for high rigidity ceramic material.
Figure 3. Weibull survival probability graph with increasing ceramic reliability and increasing Weibull modulus (M).RHK ceramic rollers need to have sufficient strength (modulus of rupture) to withstand bending stresses. Therefore, the ceramic rollers must have uniform mechanical properties over the entire length to ensure reliability and bear the combined weight of powder and saggers. In order to prevent roller deformation there is a need for high rigidity ceramic material.
Evaluating ceramic performance is much different than assessing metal alloy components. Ceramics’ reliability and resistance to catastrophic fracture is highly flaw dependent. Ceramics require a probabilistic approach, such as the Weibull failure probability model, to account for flaw size, density, part geometry and scale.
For example, a large ceramic component or long roller is more likely than smaller components to have large flaws where fracture can initiate. For a given mean strength, Weibull modulus (M) indicates how widely strengths data is scattered.
Ceramic reliability is controlled by reducing the flaw population in the ceramic. In comparison, a ceramic product with a higher mean strength might be less reliable, depending on the Weibull modulus. A high Weibull modulus (M) indicates that the ceramic is highly reliable and the strength data is tightly grouped around the mean strength. A low Weibull modulus indicates widely scattered strength measurements and a less reliable ceramic component.
As indicated in Figure 3, reliable, fracture-resistant ceramic components would have a Weibull modulus of 10 or higher, whereas an unreliable (i.e., heterogeneous flow distribution) ceramic would have a Weibull modulus of 5 or less.
Silicon carbide (SiC) ceramics are an ideal material for hearth rollers due to their high strength at elevated temperatures and high elastic modulus. In order to reduce flaws and flaw size in RHK silicon carbide rollers, Saint-Gobain uses advanced ceramic manufacturing processes leading to high performance SiC rollers which have Weibull modulus higher than 10.
Saint-Gobain Ceramics SiC
Saint-Gobain Ceramics SiC rollers are produced in two silicon carbide grades:
- Silit SK, silicon-infiltrated SiC (Si-SiC), which provides a good cost performance compromise
- Hexoloy SE, sintered SiC (S-SiC), a premium solution with highest load resistance
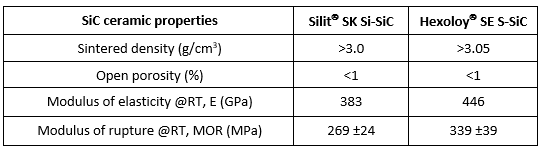 Figure 4. Properties of extruded Silit® SK and Hexoloy® SE SiC at room temperature. Source: Saint-Gobain
Figure 4. Properties of extruded Silit® SK and Hexoloy® SE SiC at room temperature. Source: Saint-Gobain
Both Saint-Gobain SiC RHK roller products are high density ceramics produced in a proprietary extrusion process. SilitÒ SK grade is then “sintered” by silicon-infiltration while pressureless sintering is used for HexoloyÒ SE SIC grade.
Thermal stability
The ceramic RHK roller must have high strength at both ambient temperature and the elevated calcination temperatures. When saggers fail or kiln crashes occur, ceramic rollers must withstand additional loads and impacts until the pile-up debris is cleared. The rollers need to be removed during this operation, so the ceramic rollers need good thermal shock resistance to handle the high thermal gradients during roller removal or insertion.
SiC’s combination of low thermal expansion, high thermal conductivity and high strength results in high thermal shock resistance. Hexoloy® SE silicon carbide has higher elastic modulus and flexural strength than Silit® SK, so Hexoloy® SE provides higher thermal shock resistance (Figure 5).
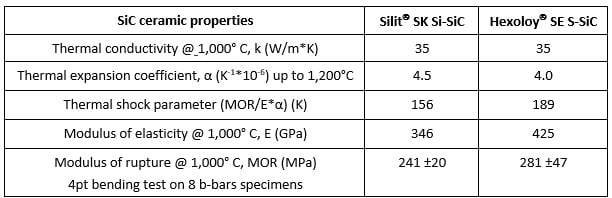 Figure 5. Silit® SK and Hexoloy® SE SiC exhibit good thermal and mechanical stability at temperatures used in CAM calcination furnaces. Source: Saint-Gobain
Figure 5. Silit® SK and Hexoloy® SE SiC exhibit good thermal and mechanical stability at temperatures used in CAM calcination furnaces. Source: Saint-Gobain
Corrosion resistance
The control of lithium stoichiometry of CAM powder needs to be mastered since it is essential for the performance of the battery. In order to compensate for lithium volatilization during calcination, CAM powder manufacturers introduce excess Li sources into the sagger. CAM producers also calcine in excess oxygen to control transition metals oxidation state. Thus, the RHK atmosphere is rich in gaseous species containing oxygen and lithium vapors which can attack the saggers, ceramic rollers and other kiln components. Water vapors from the decomposition of CAM precursors also contributes to atmospheric attacks on kiln materials.
SiC is known to be resistant to an extremely wide variety of environments, gases and chemical solutions. SiC ceramics tend to form a protective oxide film in oxygen-rich atmospheres at temperatures >600° C, which prevents further oxidation.
Both Silit® SK and Hexoloy® SE SiC have been tested in application-related conditions (i.e., five thermal cycles of 10 hours each at 1,000° C, under Li vapors from LiOH source and pure oxygen flow, b-bars specimens) to induce accelerated oxidative and alkaline ageing of the ceramics as illustrated in Figure 6.
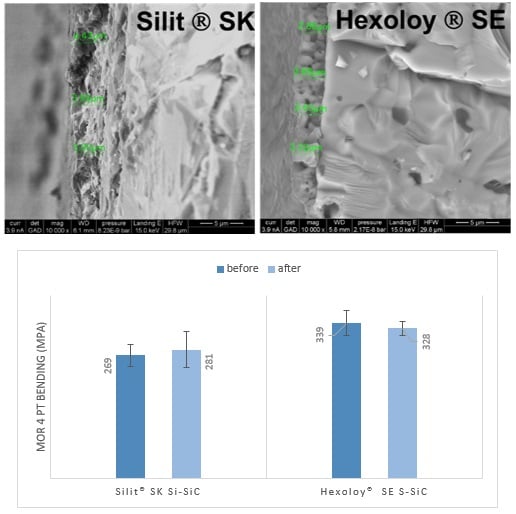 Figure 6. Flexural strength of Silit® SK and Hexoloy® SE SiC ceramics treated 50 hours at 1000° C in Li-rich atmosphere and oxygen flow is maintained. Source: Saint-Gobain
Figure 6. Flexural strength of Silit® SK and Hexoloy® SE SiC ceramics treated 50 hours at 1000° C in Li-rich atmosphere and oxygen flow is maintained. Source: Saint-Gobain
Silit® SK and Hexoloy® SE SiC ceramics exhibit very good corrosion resistance behavior under oxygen flow and alkaline vapors. The homogenous silica and lithium silicate-based passivation layer on the ceramic surface does not degrade the mechanical performance and prevents lithium penetration in the ceramic microstructure.
Roller tolerances and dimensional stability
RHK ceramic rollers must meet and maintain tight dimensional tolerances, such as diameter, straightness, taper and total indicated runout (TIR) throughout their life. Any geometric imperfection can cause the saggers to walk or wander in the RHK, resulting in a kiln crash. The rollers should not bend or increase TIR under applied stresses at elevated temperatures. Creep from applied loads at high temperatures can cause a material to deform over time, which could cause sagging of the roller and increase TIR.
 Figure 7. Silit® SK and Hexoloy® SE SiC exhibit outstanding creep resistance at temperatures and high loadings used in CAM calcination furnaces. Source: Saint-Gobain
Figure 7. Silit® SK and Hexoloy® SE SiC exhibit outstanding creep resistance at temperatures and high loadings used in CAM calcination furnaces. Source: Saint-Gobain
The creep resistance of both Silit® SK and Hexoloy® SE SiC have been measured under mechanical and thermal stresses such as: 70 MPa applied load, 1,000° C during 100 hours under air. As highlighted in Figure 7, Silit® SK and Hexoloy® SE SiC ceramic materials have excellent creep resistance response to these extreme application-related testing conditions considered, with Hexoloy® SE having even larger stability.
Conclusion
The materials properties and dimensional tolerances of RHK rollers have become increasingly demanding as kiln widths have increased to maximize throughput.
Saint-Gobain has manufactured silicon carbide rollers up to 70 mm in diameter and lengths up to 7,000 mm. The ability to manufacture a SiC RHK roller as long as 7 m is an outstanding engineering achievement. In addition, Saint-Gobain engineers have made thin-walled rollers with thicknesses as low as 5 mm. A lighter, thinner roller with the same strength characteristics as heavier rollers increases energy efficiency via smaller motors that use less power and lower thermal mass to maintain at elevated temperature.
Contact Saint-Gobain to learn more about utilizing SiC ceramics in RHK designs or CAM manufacturing.



