Selecting solder alloys
Jonathan Fuller | March 02, 2020Soldering is a common metalworking technique in applications as diverse as jewelry making, plumbing and electronics manufacturing. It involves melting a filler metal (solder) and flowing it into a metal joint. For this reason, it is important for the filler metal to have a lower melting point than the metals being joined. Soldering creates a "reasonably permanent" seal, meaning that the joint should hold unless the seal is intentionally reversed by desoldering.
At its most basic, soldering consists of a solder alloy and a heat source, commonly a soldering iron or soldering gun, to melt and flow the solder into place. Soldering machines are more advanced pieces of equipment that provide additional features beyond manual soldering techniques.
Solder is typically constructed using alloys with melting points between 180° C and 190° C. It is important to note that, while solder is used to create a strong metal joint, it does not actually fuse with the solid metals to be joined. Because solder alloys need to wet the surface of metal parts before joining them, the parts must be heated above the melting point of the solder.
Solder composition may include flux to improve flow. Because heating a metal causes rapid oxidation, flux is also used to clean the oxide layer from the metal surface to provide a clean surface for soldering; this process is shown in the image below. Common fluxes include ammonium chloride, zinc chloride, rosin and hydrochloric acid.
A solder's melting point, toxicity and uses are largely determined by its alloy metals. All solders formerly contained lead, but recent concerns about toxicity and lead poisoning have encouraged more widespread use of lead-free solders.
Alloys are specified as a type of chemical formula, with the percentage of each element represented as a subscript. For example, a tin/lead solder containing 63% tin and 37% lead is referred to as Sn63Pb37.
Lead solders
Tin/lead (or Sn/Pb) alloys are very common, versatile solders with a wide range of uses. Like most solders, Sn/Pb is manufactured with different elemental concentrations dependent on the intended application. A few common concentrations, melting points and applications are listed in the table below.
 Table 1: Concentrations, melting points and applications for tin/lead solders.
Table 1: Concentrations, melting points and applications for tin/lead solders.
Due to increasing restrictions on products containing lead, the use of tin/lead solders and lead solders in general is steadily decreasing. Sn/Pb solders have generally disappeared from plumbing applications in favor of silver alloys, but remain in use in electrical and electronics manufacturing, gas lines and brass soldering.
Lead/zinc (Pb/Zn) solders are less expensive than traditional Sn/Pb solders due to the relatively higher cost of tin. Some lead/zinc alloys, such as Sn30Pb50Zn20, are widely used for economical joining of metals, including aluminum and cast iron. This composition has also been used for repairing galvanized surfaces. In general, zinc is added to solder alloys to lower the melting point and reduce costs.
Lead-free solders
Lead-free solders became more common with the passing of new legislation and tax benefits regarding lead-free products. The Waste Electrical and Electronic Equipment (WEEE) and Restriction of Hazardous Substances (RoHS) directives — both passed by the European Union (EU) in 2006 — have effectively prohibited intentional use of lead solders in European-made consumer electronics.
Lead-free solders typically use some combination of indium (In), tin or aluminum (Al). Cadmium-zinc (Cd-Zn) solder, while considered a lead-free alloy, is not RoHS compliant due to the directive's ban on cadmium as well as lead. Other than Cd-Zn, most lead-free solders are not considered toxic.
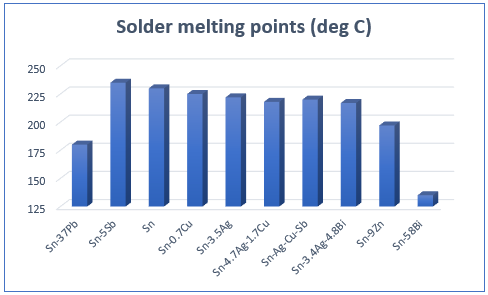 Figure 1: Melting points of common solder types. Note that only the furthest left type in this table (Sn-37Pb) contains lead. Source: The Minerals, Metals and Materials Society
Figure 1: Melting points of common solder types. Note that only the furthest left type in this table (Sn-37Pb) contains lead. Source: The Minerals, Metals and Materials Society
Pure indium solder is commonly used in electronics manufacturing. Indium alloys are very useful for soldering surface mount (SMT) components and parts with gold, ceramic, quartz or glass base materials. It features a low melting point of around 157° C (314.6° F). Indium solders are most suitable for low temperature applications and can maintain seals in cryogenic environments.
Tin/antimony (Sn/Sb) is a high-strength alloy. It is extensively used in the plumbing industry and also in electronics applications for pin soldering and die attachment. Tin/antimony solders create strong bonds with good thermal fatigue strength even in high temperature environments. Sn/Sb alloys melt at around 235° C (455° F) and are also used in air conditioning, refrigeration, stained glass and radiator applications.
Tin/silver (Sn/Ag) solders represent a common group of alloys often used for wave and reflow soldering. Generally speaking, silver is added to alloys to improve mechanical strength, although it is usually restricted to less than 3% of the total alloy composition to reduce the risk of poor ductility and cracking. Common compositions include Sn95.8Ag3.5Cu0.7 and Sn96.5Ag3.5, which have relatively high melting points of 217° C and 221° C, respectively.
Zinc/aluminum (Zn/Al) solder has a very high melting point of 382° C (719.6° F) and is particularly useful for soldering aluminum. Zinc/aluminum has a composition favorable for good wetting.
Cadmium/zinc (Cd/Zn) alloys are medium-temperature solders used to join most metals, especially aluminum and copper. Cadmium/zinc solders form strong, corrosion-resistant joints and are suitable for high-vibration and high stress applications. While Cd/Zn alloys are available in several different compositions, most share a melting point of around 265° C (509° F).
Form factor considerations
Preform solder shapes are available as a number of form factors, including paste, powder, wire and preformed. Selecting between these solder types requires an analysis of the application and general needs. Preform solder is the most specific (and limiting) type and consists of a pre-made shape designed for a specialized application. Preform solders are often stamped and may include integral flux.
Solder paste consists of solder powder mixed with a thick flux material and is "printed" onto a PCB using a stencil. The flux serves as a temporary adhesive to hold components onto the board until the paste is heated; after heating, a stronger physical bond is formed. Pastes are typically made of tin/lead alloys.
Solder selection clearly requires a careful analysis of application requirements, desired joint characteristics and materials joined. By considering these characteristics as early as possible in the process, a quality joint can be obtained without rework or resoldering.



