Engineer's guide to gate valves and their configuration
Engineering360 News Desk | November 19, 2019Gate valves are linear motion valves with a flat closure element that slides into the flow stream to provide shut-off. They are one of the most common valve types in use today and are excellent for use anywhere a shutoff valve is needed. Other common names for gate valves are knife valves and slide valves.
Gate valves and knife valves are ideal for applications involving slurries, as their “gates” cut right through the liquid-solid mixture. They are also used in applications that involve viscous liquids such as heavy oils, light grease, varnish, molasses, honey, cream and other non-flammable viscous liquids. Larger gate valves are recommended to better handle thick flow.
 Cut away view of gate valve | Knife gate valve | Gate valve body; Source: Cameron | KSB | Hebei Tongchan
Cut away view of gate valve | Knife gate valve | Gate valve body; Source: Cameron | KSB | Hebei Tongchan
Gate valves have low-pressure limitations and are not optimal in applications that require cleanliness or sanitary conditions. When needed, they can also be used where throttling capabilities are desired, although this is not generally recommended as erosion of the seat and disc occurs due to the vibrations of the disc in throttling applications.
Gate valves and knife valves are designed to minimize pressure drop across the valve in the fully opened position and stop the flow of fluid completely. The direction of fluid flow does not change, and the diameter through which the process fluid passes is essentially equal to that of the pipe. Hence, they tend to have minimal pressure drop when opened fully.

Valve Function
Gate valves are primarily designed for on-off services in systems that require infrequent use of the valve. The valves are designed for full-area flow to minimize the pressure drop and allow the passage of a pipe-cleaning pig. Since most of the flow change occurs near the shutoff, the relatively high fluid velocity causes disc and seat wear and eventual leakage if the valve is used to regulate flow.
 Gate valve flow characteristics; Source: Cleaning Technologies Group
Gate valve flow characteristics; Source: Cleaning Technologies Group
Applications
Gate valves are used in many industrial applications including the oil and gas industry, pharmaceuticals, manufacturing, automotive, and marine.
Non-rising stem gate valves are very popular on ships, in underground applications, or where vertical space is limited because they don't take up extra space. Gate valves can be used in demanding environments such as high temperature and high-pressure environments. They are often seen in power plants, water treatments, mining, and offshore applications.
Types
Gate valves are usually divided into two types: parallel and wedge-shaped.
Parallel Gate Valve
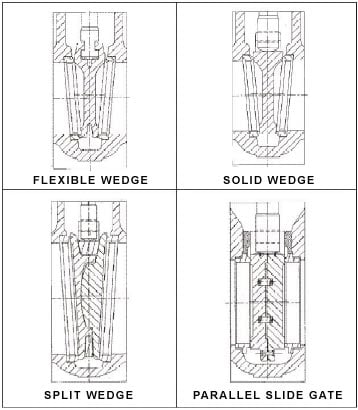 Types of gate valves; Source: Thepipefittings.comThe parallel gate valve uses a flat disc gate between two parallel seats, upstream and downstream. Flow shut-off is obtained by the free-floating seat or disc gate which creates upstream pressure to seal the seat and disc against any unwanted seat leakage. Some parallel gate valves are designed to allow the seat to be spring-energized by an elastomer that applies constant pressure to the disc gate seating surface. In the double-disc parallel-seat type, the valve is closed by lowering the discs from the valve neck to a height equal to that of the valve seats. Once so positioned, an inclined plane mounted between the two discs converts downward stem force into axial force and presses the parallel discs firmly against the valve seats sealing the two openings. These types of valve designs can accommodate asymmetric or angularly misaligned valve seats. Parallel gate valves are used in low-pressure drops and low pressures, and where tight shutoff is not an important prerequisite.
Types of gate valves; Source: Thepipefittings.comThe parallel gate valve uses a flat disc gate between two parallel seats, upstream and downstream. Flow shut-off is obtained by the free-floating seat or disc gate which creates upstream pressure to seal the seat and disc against any unwanted seat leakage. Some parallel gate valves are designed to allow the seat to be spring-energized by an elastomer that applies constant pressure to the disc gate seating surface. In the double-disc parallel-seat type, the valve is closed by lowering the discs from the valve neck to a height equal to that of the valve seats. Once so positioned, an inclined plane mounted between the two discs converts downward stem force into axial force and presses the parallel discs firmly against the valve seats sealing the two openings. These types of valve designs can accommodate asymmetric or angularly misaligned valve seats. Parallel gate valves are used in low-pressure drops and low pressures, and where tight shutoff is not an important prerequisite.
Knife valves are a specific type of parallel gate valve. They have a sharp edge on the bottom of the gate to shear entrained solids or separate slurries.
The through-conduit gate valves have a rectangular closure element. The closure has a circular opening equal to the full-area flow passageway of the gate valve; as the element is lowered the opening is exposed to the flow. Raising the element shuts off the flow. In this design, the seating surface of the gate is in contact with the gate at all times.
Wedge-shaped Gate Valve
Wedge-shaped gate valves use two inclined seats and a slightly mismatched inclined gate, allowing for tight shut-off.
Disc flexibility is inherent to the split wedge design. This flexibility allows the split wedge to seal more easily and it reduces stickiness between the sealing surfaces in cases where the valve seats are angularly misaligned. The mismatched angle is also designed with some free movement to allow the seating surfaces to match with each other as the actuator forces them closed. It is also best used for handling non-condescending gases and liquids at normal temperatures, particularly corrosive liquids. Pressure-energized elastomer inserts can be installed on a solid gate to provide a tight seal. This type of disc should be installed vertically.
Solid wedges are the most common because of their simplicity and strength. They can be installed in any position, are suitable for almost all fluids, and are practical for turbulent flow.
Flexible wedge gate valves are commonly used in steam systems. The disc is one piece with a cut around the perimeter to improve the ability to match error or change the angle between the seats. Different sizes, shapes, and depths are available. For example, a shallow, narrow cut gives little flexibility but retains strength. A deeper, wider cut leaves little material at the center and weakens the disc, but increases flexibility. Flexible wedges prevent binding the gate within the valve when the valve is in the closed position. The design allows the gate to flex as the valve seat is compressed by heat from the steam in the system. The disadvantage is that water tends to collect in the neck of the body.
Flow
As a gate valve is opened, the flow path is enlarged in a highly nonlinear manner with respect to the percent opening. The flow rate does not change evenly with the stem travel and the disc in a partially opened gate valve will vibrate from the fluid flow. Since this vibration can cause the seat and disc to wear and cause leakage, gate valves should only be used in the fully open or fully closed position. Very little friction loss occurs when the valve is in the fully open position.
For more information, read IHS Engineering360's Valve Flow and Sizing page.
Method of Control
The closure element of a gate valve is a replaceable disc. To open the valve, the disc is completely removed from the stream and offers virtually no resistance. Therefore, there is little pressure drop across the open gate valve. A fully closed gate valve provides good sealing due to the 360° disc-to-seal ring contact surface. Proper mating of a disc to the seal ring ensures there is very little or no leakage across the disc when the gate valve is closed.
 Gate valve control mechanism; Source: TLV
Gate valve control mechanism; Source: TLV
Media
Gate valves can be used for liquid and gas services. They are specially designed for slurries with entrained solids, granules, and powders. They can also be used for cryogenic and vacuum services.
Gate Valve Components
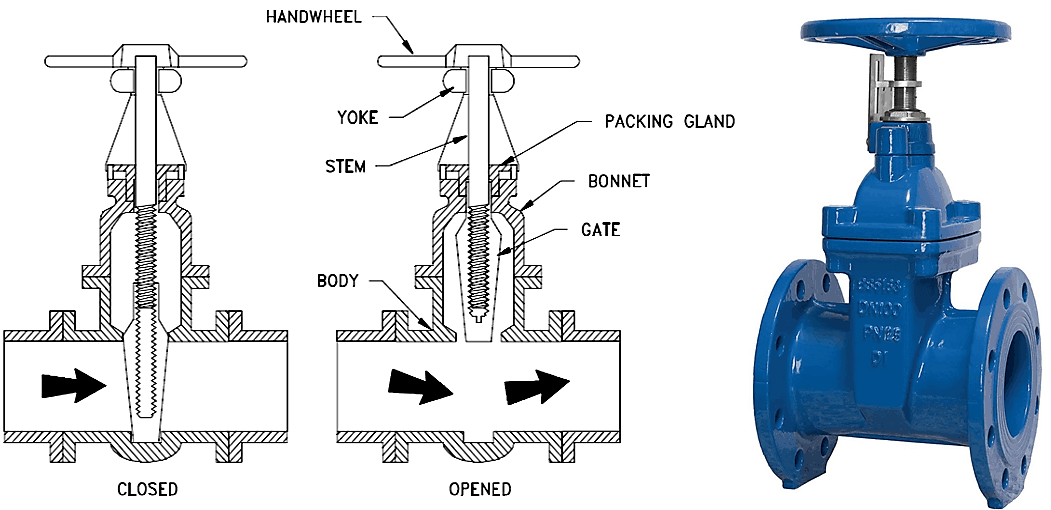
The main parts of the gate valve include body, gate, bonnet, stem, packing gland and yoke.
 Gate valve construction; Credit: CC BY-SA 4.0
Gate valve construction; Credit: CC BY-SA 4.0
Body
The body of a gate valve holds all of the operational parts of the valve. It is connected to the system with one of the mounting options below. The mounting option should be selected based on the current system mounting features and the type and size of the media. Mounting options included threaded, compression fitting, bolt flange, clamp flange, union, tube fitting, butt weld, socket weld/solder and metal face seal.

Bonnet
The bonnet of a gate valve contains the moving parts and is attached to the valve body. The bonnet can be removed from the body in order to allow for maintenance and replacing parts.
Trim
The trim of a gate valve contains the functioning pieces of the valve: the stem, the gate, the disc or wedge, and the seat rings.
-
Stem- The stem of a gate valve is either a rising stem or a non-rising stem. The stem is responsible for the proper positioning of the disc. Non-rising stems will almost always have a pointer-type indicator mounted onto the upper end of the stem to indicate valve position. This configuration protects the threads from carrying dirt into the packing because the stem threads are held within the boundary of the valve packing. Rising stems rise out of the flow path when the valve is opened. They can either have a stem that rises through the handwheel or have a stem that is threaded to the bonnet.
-
Seat- The seat of a gate valve is either integral with the valve body or in a seat ring type of configuration. The seat ring construction is either threaded on to the body or pressed into position and the seal welded to the valve body. Pressed and welded is recommended for higher temperature applications. Press-in or threaded-in seats permit variation in the seat material versus the material of the body of the valve.
It is important to consider the size of the valve and system when selecting a gate valve. Gate valves are linear motion valves and therefore are taller than other manual valves. This is especially true if the valve uses a rising stem. Most of the time gate valves should be installed horizontally (perpendicular to the ground) with the manual actuator in the top position. This allows for easy access for maintenance and replacing parts. Smaller gate valves can be installed in vertical lines, but gravity tends to pull the valve out of alignment.
Material of Valve Construction
Gate valves are used in a wide variety of applications and may come into contact with an assortment of media. When selecting a gate valve, the material used to construct the valve is a critical decision to prevent premature valve failure or system delays. In order to select the proper valve material there are several important criteria to be considered:
-
The composition of the media in contact with all wetted (exposed) parts
-
Service temperatures
-
Operating pressures
-
Effectiveness of coating on materials
-
Material availability and cost
-
Compatibility of materials with injected media.
-
How long the valve will be exposed to the media
There are organizations dedicated to developing and maintaining standards for valves and materials in particular environments. Gate valves are available in many different materials. Valves can be specified by the National Association for Corrosion Engineers (NACE) and the American Petroleum Institute (API) for their ability to handle strong and corrosive media.
For more information on valve construction, read the IHS Engineering360 Valves page.
Actuator
Valve actuators open and close the valve in response to a signal or manual manipulation. Most gate valves have manual actuators, such as a handwheel, because they are commonly used in applications where the valve does not need to be opened or closed often or quickly. Since gate valves are not used in throttling applications, the actuator is responsible for fully opening and fully closing the valve.
Learn more about Valve Actuators.
Discover more
Subscribe to Engineering360 Newsletters for industrial and engineering news and information:




To get more insight into the types of valves and valve selection you can refer to the following article..
https://whatispiping
Hope it will help you..