Check valves — a tutorial
January 07, 2019Known also as back-flow valves, check valves ensure that media flows in one direction. There are a variety of check valve styles that perform one-directional flow, with ball, piston and poppet being most common. Check valves are frustration-free devices that can be used without modification, but many complex applications require check valve customization. Working with a valve manufacturer that is experienced and willing to collaborate is a key to successful design and manufacturing optimization.
Considerations include the media, pressure, temperature, cost constraints and the control required for a unique application. Does it have to be leak proof? Can a bubble-tight seal be used? What material would work best? Are off-the-shelf O-rings robust enough? These are just some of the considerations for check valve selection.
Metal Ball Valves
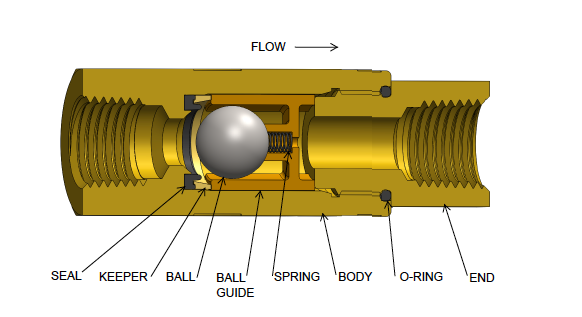 Figure 1. Metal ball check valves are used in applications such as hydraulics and fluid power systems and chemical, fuel and beverage dispensing. Ball check valves are designed with or without an O-ring. Source: Specialty Manufacturing
Figure 1. Metal ball check valves are used in applications such as hydraulics and fluid power systems and chemical, fuel and beverage dispensing. Ball check valves are designed with or without an O-ring. Source: Specialty Manufacturing
Ball check valves are common, simple and affordable, making them the workhorse of the check-valve category. A ball check valve features a closing mechanism in the shape of a ball to block flow. The ball is spring loaded to restrict flow; if designed without a spring it requires an inverse flow that moves the ball toward the seat to a seal. The interior surfaces of the main seats are conically tapered for the ball to fit into, forming a positive seal that stops reverse flow.
Ball check valves are often used in hydraulics and fluid power; chemical, fuel and beverage dispensing; liquid or gel minipump dispenser spigots; spray devices; rubber bulbs for pumping air; and a variety of pumps, including manual air pumps or refillable dispensing syringes. Available in metal and other materials, it is often an agreeable choice for high pressure.
One application presented to Specialty Manufacturing involved an oil bath that required check valves to regulate oil pressure. The customer sought an economical valve that operated in extreme temperatures, from -20° C to 200° C, which meant most O-rings were unsuitable. The design did not need to meet stringent pressure specifications or be completely leak-proof. In this case, the most economical design was a ball, spring, and body with a stainless-steel ball and metal seat.
Piston Check Valve
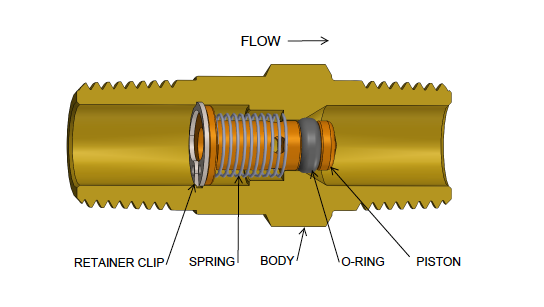 Figure 2. Metal piston check valves are used in applications spanning fuel flow, injection cleaning and liquid dispensing. Source: Specialty Manufacturing
Figure 2. Metal piston check valves are used in applications spanning fuel flow, injection cleaning and liquid dispensing. Source: Specialty Manufacturing
A piston check valve is, in effect, a lift check valve, whereby flow enters from under the seat. The piston check valve is used in applications where dependable sealing is paramount and it is ideal for low flow rates. Piston check valves are also highly customizable.
As the flow enters a piston check valve, the piston is raised by the pressure of the upward flow. When the flow stops or reverses, the piston is forced onto the valve seat by backflow and gravity.
One Specialty Manufacturing customer needed a check valve for an automotive cooling system used in emergency vehicles, with the objective of reducing energy used when the vehicle idles. The solution featured two piston check valves built within the system, which were optimal because piston check valves deliver enough flow, are robust and worked within the customer’s current system. This design incorporated O-rings that endure the high-temperature environment and ensure the valve is leak-proof. Specialty Manufacturing worked through many iterations before landing on the solution that met all of the complex requirements.
Metal Poppet Check Valve
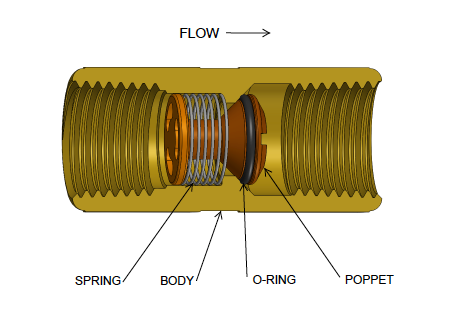 Figure 3. Metal poppet check valves can be found in such applications as landfill outgassing, fire retardant foaming and carwash detergent dispensing. Source: Specialty Manufacturing
Figure 3. Metal poppet check valves can be found in such applications as landfill outgassing, fire retardant foaming and carwash detergent dispensing. Source: Specialty Manufacturing
When applications require high-flow and economical solutions, poppet check valves are often used. This valve features a disc at the end of a stem or sleeve used as the flow-checking device.
An important consideration in check valves is cracking pressure, which is the minimum differential upstream pressure between inlet and outlet at which the valve will operate. Fluid entering pushes against the poppet and spring to displace it, and holes around the angled seat face permit flow. Almost all check valves incorporate a spring, and spring force may be light or strong, adding extra resistance.
A medical equipment manufacturer enlisted Specialty Manufacturing to design check valves to hold sensitive measurements in high-end medical equipment that required more than a dozen check valves per unit. The design needed to work with different cracking pressures throughout the piece of equipment. It was also imperative that the valves did not leak within the extremely sensitive equipment.
The solution modified an existing Specialty Manufacturing valve by installing an O-ring that would sit within the check valve and open and close with specific cracking pressures. The complex design took a number of iterations over the course of a year, and the solution merged designs of different check valves to meet the specific requirements. The result was not a case of trial and error, but rather of working with the manufacturer through the complex requirements until the specifications and design were exact.
Summary
It is nearly impossible to say with certainty that a specific check valve should be used for a type of application, until it can be identified and analyzed. What is required instead is a deep understanding of the dynamics of one-directional flow control using check valves, combined with a willingness to customize any valve to meet application requirements.
Specialty Manufacturing provides both, continually using its engineering talent to innovate exactly the right design, so it works the first time and provides a long and trouble-free service life. For more information on Specialty Manufacturing, visit the Specialty Manufacturing check valves webpage and contact the company to discuss customization options.




There is another very important and frequently used style of check valve that was not mentioned in this post. The spring return Flapper check valve.