Learning how to read between the lines of accelerated testing chamber specifications
January 19, 2024 Figure 1: The subtleties of accelerated testing chambers cannot always be easily boiled down to readily quantifiable attributes. Source: ESPEC
Figure 1: The subtleties of accelerated testing chambers cannot always be easily boiled down to readily quantifiable attributes. Source: ESPEC
For those engineers who are not accelerated testing experts yet but surveying the market for the best value in HALT and HASS chambers, the industry is full of bewildering and confusing "specmanship" claims. A larger value of itself does not guarantee better performance in actual use, and sole reliance on the data supplied from most specification sheets is a recipe for disaster. The subtleties of accelerated testing chambers cannot always be easily boiled down to readily quantifiable attributes. Instead, it takes an educated eye to see beyond the printed figures to understand the true performance factors of any given chamber.
New specifications for new testing procedures
Highly accelerated life testing (HALT) and highly accelerated stress screening (HASS) have been recognized as one of the fastest and most productive disciplines for ruggedizing new designs and developing fast and effective production screens. These test methods allow a broad range of industries like consumer electronics, medical, automotive, military/defense and aerospace to bring products to market quickly with reduced design and warranty costs.
Modern accelerated testing chambers come with their own set of vibration and thermal parameters which go beyond those of traditional electro-dynamic (ED) shakers and thermal chambers. Specifications such as "thermal ramp rates" and "maximum grms" can mean different things when comparing the newer repetitive stress/shock (RS) chambers utilized for HALT and HASS that incorporate stresses in excess of that found in the field.
Ideally, the best way to choose a chamber is to take a design under test (DUT), seed it with known failures, and have each of the manufacturers under consideration subject the product to an abbreviated HALT test. The most effective chamber will be the one that finds most or all the failure modes. Secondly, a visit to each manufacturer allows an engineer to observe how each chamber is designed and built (identifying underlying quality of the system), and to discover what support resources are available to help initiate and optimize a HALT/HASS program.
Typically, neither of these approaches is practical, so the next best way to begin evaluation is to obtain as much detailed technical information as possible and digest it with the following considerations in mind.
Temperature ramp rate and air velocity
A HALT chamber must have very rapid thermal transition rates that border on being classified as thermal shock. This is important because the faster the rate, the greater the stress you're going to apply to the product. As an example, some of the Qualmark chambers can go from -100° C to +250° C, with product temperature change rates in excess of 70° C per minute.
ESPEC North America Inc. is a leader in designing, marketing and manufacturing Qualmark accelerated reliability testing systems. By virtue of conducting more than 5,500 tests within in its own lab facilities and installing and maintaining over 1,800 chambers in 33 countries, Qualmark has earned the position as the knowledge leader in accelerated testing methods.
When comparing the published thermal change rates for a chamber, it is important to understand if this figure reflects only the temperature of the air within the chamber, as opposed to the temperature of the product within the chamber. Some manufacturers specify a ramp rate based upon a thermocouple hanging in midair within the empty chamber, but for the application of HALT and HASS, you must be able to move the product temperature at a very high rate of change in order to detect weaknesses in a compressed time environment. High speed air flow inside of the chamber is necessary to get the product temperature to change quickly.
When considering airflow, the typical velocity in a standard thermal humidity chamber is around 400 ft/min. to 700 ft/min., whereas the air velocity in high performance, purpose-built HALT chambers approaches 4,000 ft/min (see Figure 4). This difference in air velocity is crucial to the thermal ramp rate performance of the chamber, but still does not tell the whole story.
The air management system is a critical element affecting the thermal performance of a chamber. The air boundary layer on the components and assemblies must be overcome in order to rapidly change product temperatures, as required in HALT/HASS processes. An evaluation of the construction of the chamber helps determine the effectiveness of the air management system. The carefully engineered use of a plenum and ducting helps maximize air volume over the product by creating a turbulent — as opposed to laminar — airflow. Turbulent airflow extracts the greatest BTU change rate on a product (see Figure 3).
Air management also plays a significant part in the thermal efficiency of a chamber. If more BTUs are more quickly transferred to the DUT, then less energy is required to run the chamber. For example, Qualmark makes a HALT chamber that achieves a ramp rate of 70º/min on a typical board level product with a 100 AMP service. If another comparable chamber requires a 160 AMP service to achieve the same ramp rate, then it will incur greater utility costs. Another way to compare thermal efficiency is to develop a standard HALT test profile and then ask each manufacturer to calculate the energy consumption for the standardized test.
Vibration frequency and consistency
The vibration specifications for accelerated testing chambers are often the most confusing to an engineer who is unfamiliar with HALT and HASS. This is due primarily to the differences between the ED vibration systems typically used in vibration testing and the repetitive shock (RS) vibration systems used almost exclusively in HALT and HASS.
An RS stress system consists of a semi-rigid table and understructure with several pneumatic hammers, or actuators, that are mounted to the underside of the table. The table is driven by continuous, repeating shocks from these actuators. These shocks delivered to the product during RS stressing induce resonant responses in all axes and the rotations around those axes simultaneously, causing mechanical fatigue to accumulate very rapidly. These characteristics very nicely suit the needs of HALT and HASS work, where rapid fatigue and exposure of weak or defective design or manufacturing elements is the primary goal.
When the operation of the RS system is carefully considered, it is clear that the excitation delivered to the device is very different from what is delivered by an ED system. The table itself has specific resonance characteristics that are excited by the shocks. The multiple, overlaying shock response spectrums (SRS) in the table, resulting from the time-varying shocks from the continuously striking actuators, are driven into the device by the vibration fixturing. In addition, the shocks themselves are driven into the device so that the SRS from the device, sub-assemblies within the device, the fixture and the table are all combined to induce a very high rate of fatigue in the device.
When these unique characteristics of RS stress are understood, and how dramatically different they are from ED excitation, it becomes clear why a professional with experience and knowledge in vibration testing can be confused when confronted with an RS machine. The PSD of the table surface, which is basic to defining and controlling the excitation to the product in an ED shaker, has very little significance in an RS machine. An ED shaker drives a product with a specific frequency spectrum. An RS machine drives a product with shocks, and the product responds by ‘ringing’ at its own resonant frequencies. Consequently, the intuitive understanding that a professional has of the fatigue being induced in a product based on the appearance of the PSD can be misguided with an RS machine.
 Figure 2: Particular specifications can provide the greatest return on HALT/HASS program dollars. Source: ESPEC
Figure 2: Particular specifications can provide the greatest return on HALT/HASS program dollars. Source: ESPEC
Adding it all up
Since the majority of failures in the field are caused by thermal and vibration stresses, getting behind the numbers on these particular specifications can provide the greatest return on HALT/HASS program dollars. Ultimately, the most useful specifications to make valid chamber comparisons would be those that are based on an assembly that closely represents your product. At least with technically definitive manufacturer’s data, an engineer can make an informed decision as to which chamber will best help the organization attain its reliability goals.
For further information, contact ESPEC at 303-254-8800 or by email at sales@ESPEC.com.
Graphs
Determining which HALT or HASS chamber can best meet your reliability program requirements takes more than a quick glance of specification sheets.
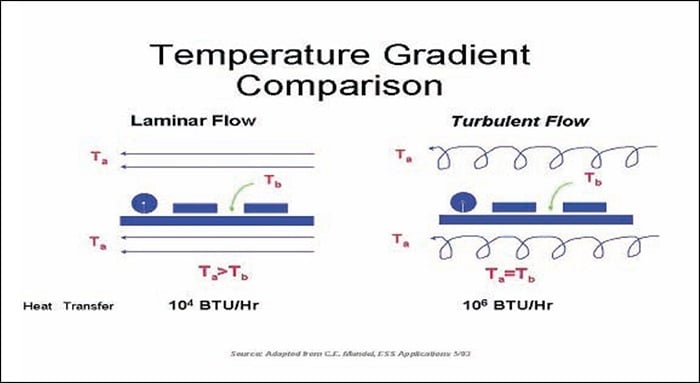 Figure 3: Turbulent airflow extracts the greatest BTU change rate on a product. Source: ESPEC
Figure 3: Turbulent airflow extracts the greatest BTU change rate on a product. Source: ESPEC
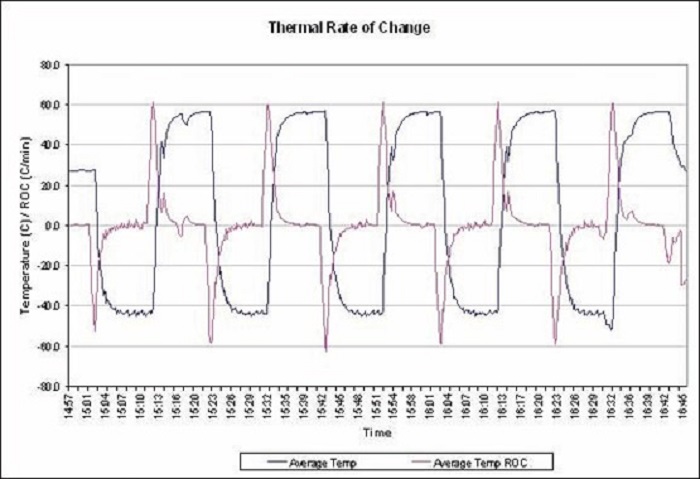 Figure 4: When considering airflow, the typical velocity in a standard thermal humidity chamber is around 400 ft/min. to 700 ft/min., whereas the air velocity in high performance, purpose-built HALT chambers approaches 4,000 ft/min. Source: ESPEC
Figure 4: When considering airflow, the typical velocity in a standard thermal humidity chamber is around 400 ft/min. to 700 ft/min., whereas the air velocity in high performance, purpose-built HALT chambers approaches 4,000 ft/min. Source: ESPEC



