Automatic conveyor belt realignment system
Shreedhar Murthy Hebbur | July 20, 2023Belt conveyors are essential elements of many industrial and manufacturing systems, but their efficiency and productivity can be significantly impacted by belt misalignment or deviation. The belt conveyors are used in operations such as transportation, automotive and packaging industries. It is important to determine the type of the conveyor to transport materials with different sizes and shapes where the loading and pickup spots are predefined. Furthermore, conveyors have the flexibility of installation and are used to transport or shift the loads safely from one place to another. Conveyor belts are extensively used in several applications such as power plants, mines, warehouses and ports for transferring bulky materials. Conveyor systems are highly advantageous and offer numerous benefits, and hence they are majorly implemented across a wide range of industries.
 Figure 1: Simple Belt conveyor application for package transport (Shutterstock.com)
Figure 1: Simple Belt conveyor application for package transport (Shutterstock.com)
 Figure 2: Belt conveyor application for bulk transport. Source: Shutterstock.com
Figure 2: Belt conveyor application for bulk transport. Source: Shutterstock.com
A belt conveyor consists of a high strength, endless and flexible belt with two end pulleys and can be driven by one end pully at fixed positions supported by rollers. The conveyor belt helps in coping up different requirements and enables the conveyor system to handle different types of stresses and requirements.
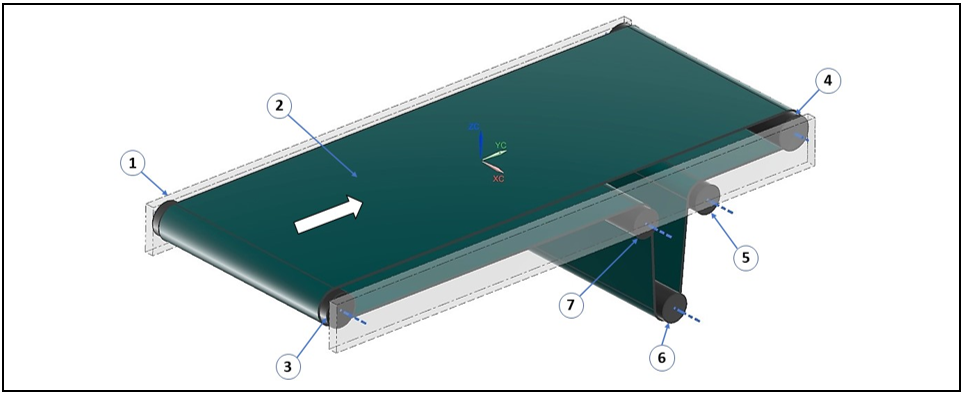 Figure 3: Typical Belt conveyor with no belt deviation.
Figure 3: Typical Belt conveyor with no belt deviation.
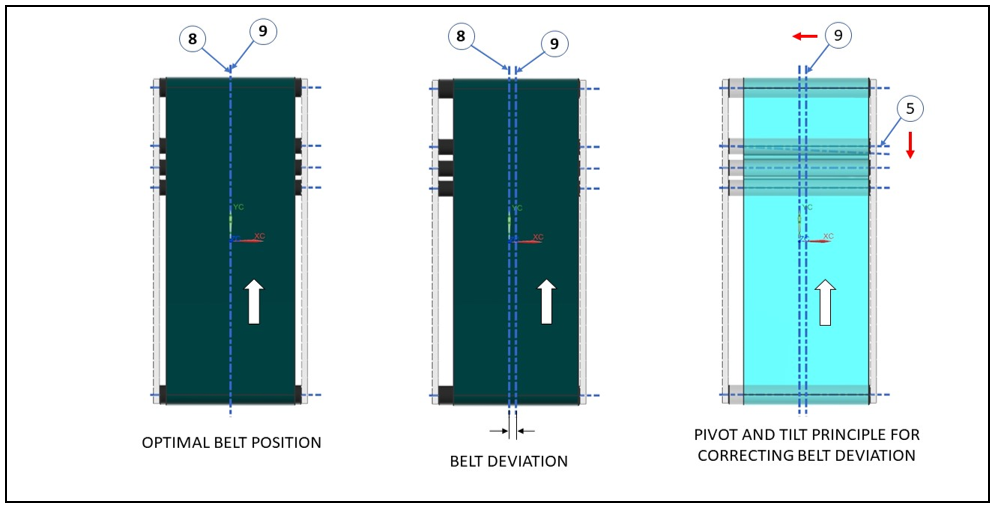 Figure 4: Typical belt conveyor with belt deviation.
Figure 4: Typical belt conveyor with belt deviation.

The belt conveyor, as the conveyor belt is a traction component, transmits power and motion, and carries components. Its working is more complex, and belt deviation will often occur. This deviation may cause belt edge wear and may also cause belt edge premature failure.
Figure 4 represents typical belt conveyor operation. Due to various factors, belt deviation may start and sets off belt edge wear, causing premature belt failure. One way of correcting this is by using the “pivot and tilt” principle. By changing the position of an idler roller to pivot and rotate and create a tilt with respect to conveyor frame, belt deviation can be corrected. This correcting process can be accomplished either manually or by automatic systems. Since manual adjustment requires substantial involvement of resources along with conveyor down time, there is always a need for automatic and effective mechanisms that will assist constant belt realignment.
Self-sustaining pivot and tilt mechanism for belt realignment (Automatic belt deviation correction mechanism)
Construction
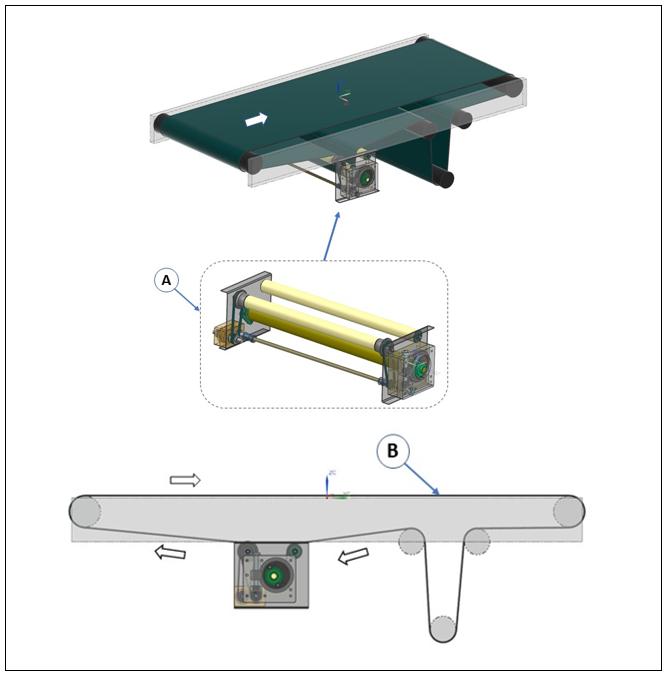 Figure 5: Belt deviation correction system/mechanism.
Figure 5: Belt deviation correction system/mechanism.

This realignment mechanism consists of track roller assembly, snubber roller, axis correction roller, worm-gear assembly with 90° bevel gear setup, two self-centering mounted flange bearings, direction changing gear box, drive belts and belt pulleys, extension shaft and shaft couplings. These parts are assembled onto frame members, which can be installed into the main conveyor as shown in Figure 6. The belt tracking roller assembly contains three independent rollers on a common roller axis that has geometric profiles as shown in Figure 8. The length of the middle roller is equal to or slightly more than the conveyor belt width. Two tracker pulleys are stacked on either side of the middle roller and can rotate independently. Figure 5 shows a typical installation on a conveyor. Figure 7 shows the new belt path through the mechanism.
Worm-gear and gear assembly on side A incorporated with bevel gear set up to transfer motion to a shaft in turn transfer to steel worm on the shaft. The worm on the shaft engages with a worm gear as shown in Figure 6. A self-centering flange bearing mounted on the gear is at an offset position from the center of the worm-gear as shown in Figure 9.
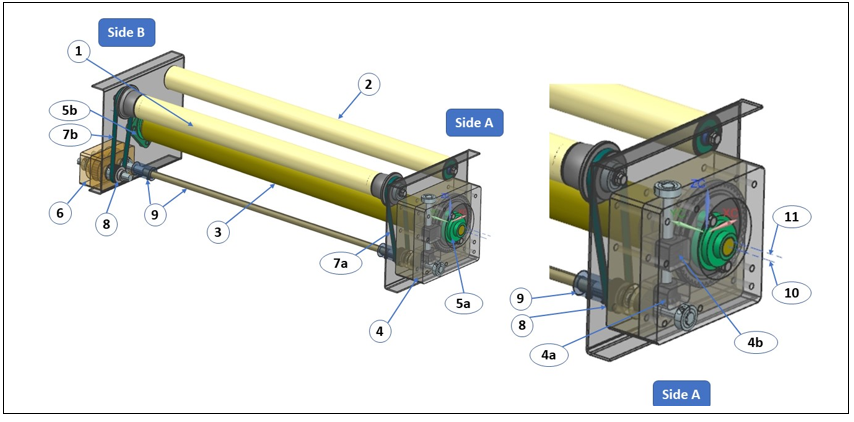 Figure 6: Construction of deviation correction mechanism.
Figure 6: Construction of deviation correction mechanism.
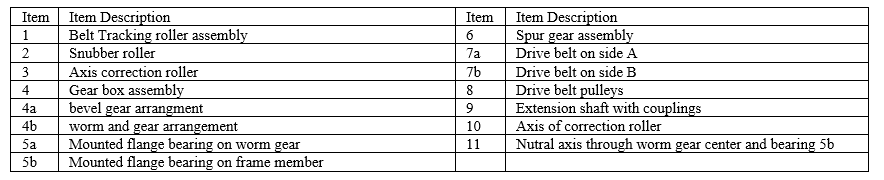
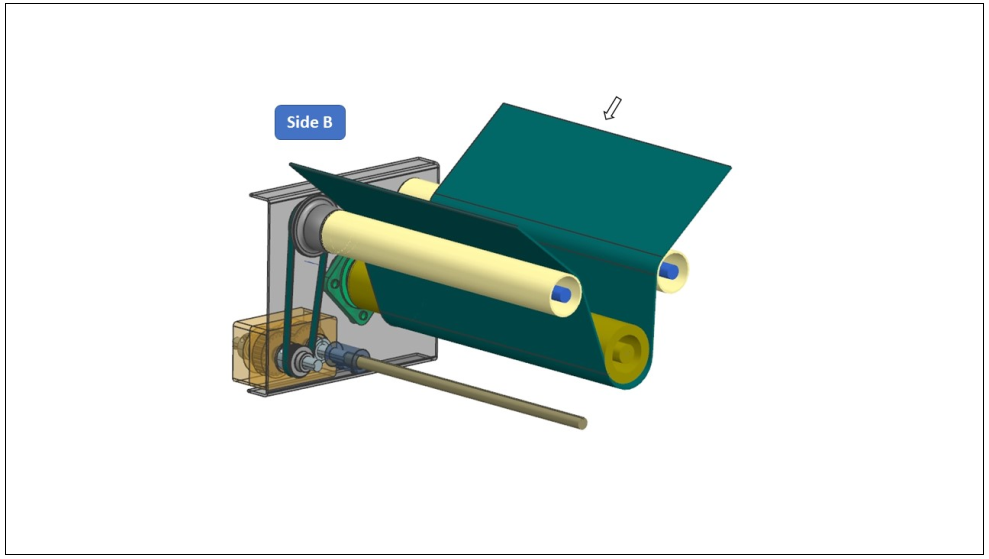 Figure 7: Sectional model view showing new belt path.
Figure 7: Sectional model view showing new belt path.
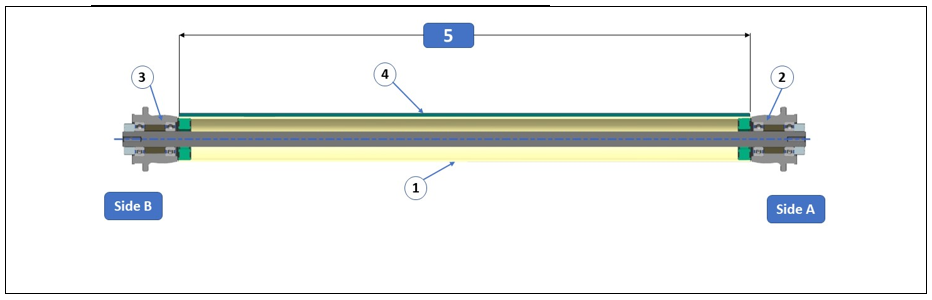 Figure 8: Construction of belt tracking roller assembly section.
Figure 8: Construction of belt tracking roller assembly section.

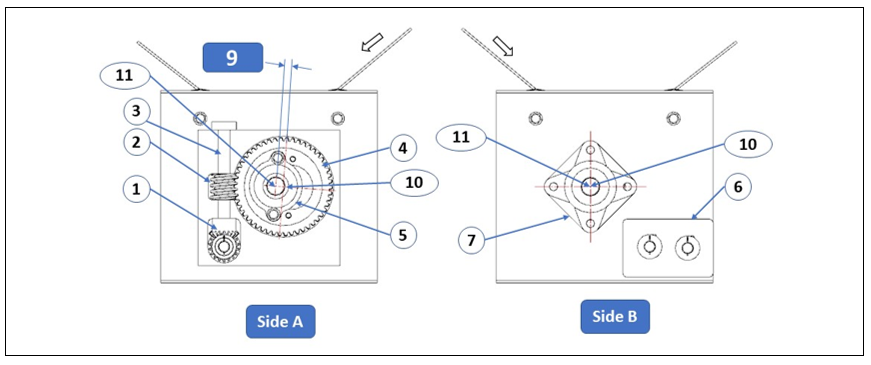 Figure 9: Views from either side of the mechanism.
Figure 9: Views from either side of the mechanism.

On Side B, the flange bearing is installed on the frame member to position the correction roller on Side B. The center of both axes meet on Side B to ensure axis of correction roller (Item 3 in Figure 6) and neutral axis to stay non-parallel and intersecting. A spur gear assembly is installed on Side B to reverse the direction of motion of tracker roller (Item 3 in Figure 8).
Working
As we know, various elements induce forces on the conveyor belt, which leads to belt deviation either to Side A or toward Side B of the belt conveyor. The belt tension difference between Side A and Side B of the belt makes the belt deviate (see Figure 10). When Ta is equal to Tb, the belt stays positioned. The working of the belt deviation correction mechanism is explained by showing relative motion between various components in the mechanism.
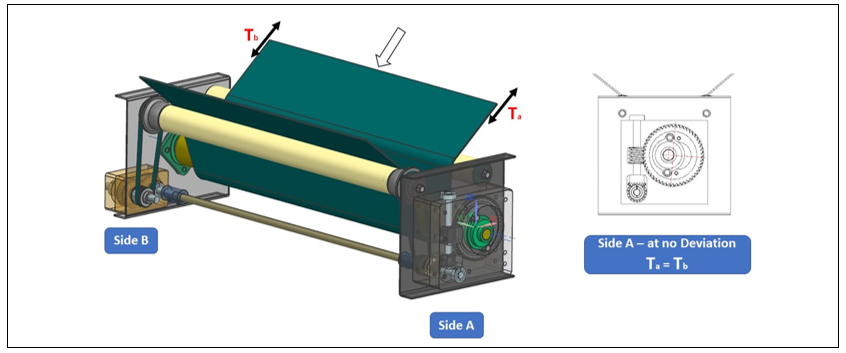 Figure 10: Ideal belt running condition, no belt deviation.
Figure 10: Ideal belt running condition, no belt deviation.
Case 1: Conveyor belt deviated toward Side A
When the belt deviated towards Side A, Ta goes lower than Tb and the conveyor belt tends to deviate toward Side A. While this happens, Figure 11 shows the relative motion between the components of the mechanism.
The sequence of relative motion when seeing from Side A starts with:
- Ta being less than Tb, belt deviates toward Side A
- This movement causes the tracker pully at Side A to rotate counterclockwise.
- The drive belt attached to the tracker pully makes the extension shaft and couplings to rotate counterclockwise.
- The bevel gear setup on the worm-gear assembly on Side A makes the vertical shaft and the steel worm to rotate clockwise looking from the top of the conveyor.
- The steel worm transfers the motion to the worm-gear and worm gear rotates counterclockwise.
- Because of offset positioning of mounted flange bearing on worm-gear skews the correction roller from its original position.
- Change in skew angle of the correction roller increases belt tension Ta higher than belt tension Tb.
- This change in belt tension enables the belt to slide toward side B.
This belt movement across the conveyor continues until Ta tends to be equal to Tb and stabilizes once the belt realigns to the original position.
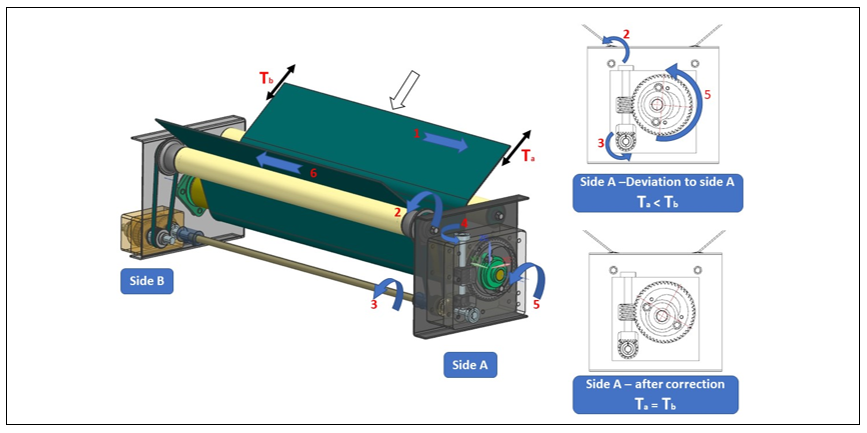 Figure 11: Deviation correction when belt deviates to Side A.
Figure 11: Deviation correction when belt deviates to Side A.
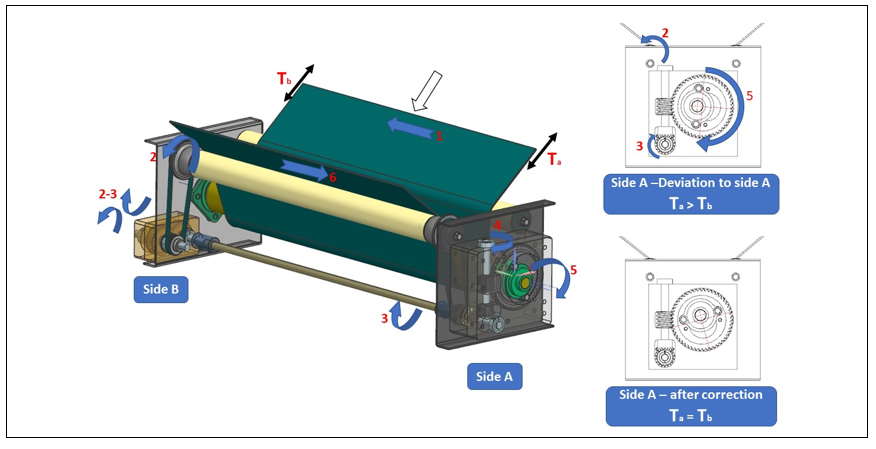 Figure 12: Deviation correction when belt deviates to Side B.
Figure 12: Deviation correction when belt deviates to Side B.
Case 2: Conveyor belt deviated toward Side B
When belt deviated toward side B, Ta was higher than Tb. While this happens, figure 12 shows the relative motion between the components of the mechanism.
The sequence of relative motion when seeing from Side A starts with
- Ta being more than Tb, belt deviates toward Side B.
- This movement cause tracker pully at Side B to rotate counterclockwise.
- The drive belt attached to the tracker pully makes the extension shaft and couplings to rotate clockwise as spur gear assembly on Side B changes the direction of rotation.
- The bevel gear setup on the worm-gear assembly on Side A makes the vertical shaft and the steel worm to rotate counterclockwise looking from the top of the conveyor.
- The steel worm transfers the motion to the worm-gear and worm-gear rotates clockwise.
- Because of offset positioning of the mounted flange, the bearing on the worm-gear skews the correction roller from its original position.
- Change in skew angle of the correction roller decreases belt tension Ta lower than tension Tb.
- This change in belt tension enables the belt to slide toward Side A.
This belt movement across the conveyor continues until Ta tends to be equal to Tb, sometimes Ta shoots slightly lower than Tb and stabilizes once the belt realigns to the original position.
Conclusion
By detecting and correcting belt deviation in real time, this solution plays a crucial role in ensuring smooth and efficient operation of the conveyor system. The use of advanced geometry of actuators and precise and prompt relative motion between mechanical elements in this mechanism prevents potential damages to the belt, reduces downtime and enhances productivity. This mechanism is scalable and can be modified to utilize electronic sensing and electromechanical actuation to make it more versatile for wider applications. Overall, implementation of this solution improves industries reliance over the belt conveyor systems, enabling them to maintain a high level of operational reliability and efficiency.
About the author
Shreedhar Murthy Hebbur Subbaraju has over 20 years of experience in products and systems designing and manufacturing engineering with a Bachelor’s Degree in Mechanical Engineering from Bangalore University, India. His expertise ranges from development of complex injection moldings to critical aero engine components. For further information, contact hsshreedhar.75@gmail.com


