Eliminating "Springback" in High-Strength Steel
Engineering360 News Desk | December 03, 2015Engineers at Hiroshima University have developed refinements to the process of stamping high-strength steels to prevent the problem of "springback" associated with the metals.
High-strength (low carbon) steels are increasingly used in automotive structural components to help them withstand impacts without adding to weight to the vehicle. A challenge automakers encounter in press-forming these steel sheets is their large springback, the tendency of a metal to return to its original shape after compression or stretching. On an industrial scale, springback causes defects when metals are press-formed.
"The problems become particularly acute when high-strength materials are used," says Dr. Komgrit Lawanwong, who led the research team.
To make a U-shaped channel—of the sort used in structural elements of an automotive chassis, for example—three geometrical qualities are important, Lawanwong says: a precise bending angle with no springback, a sharp corner bend and a flat bottom.
To achieve these qualities, the Hiroshima group proposed a four-step process: clamping the sheet between a punch and a counterpunch; U-bending while maintaining constant clamping force; pushing up the bottom section of the U-bend with a counterpunch; and removing the sheet from the die. The new step in this process is the counterpunching.
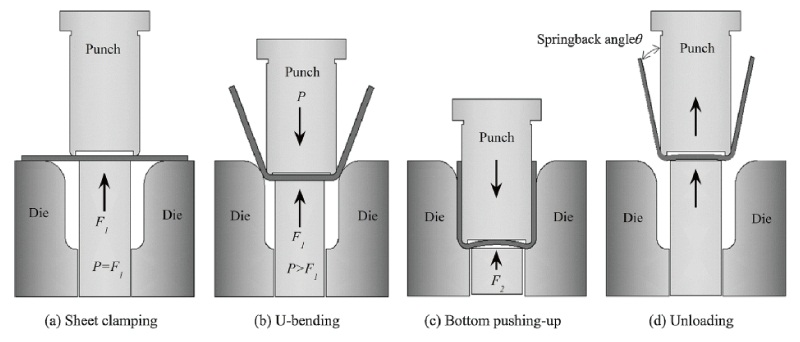 U-bending while pushing up the bottom section with a counterpunch. Image credit: Komgrit LawanwongTo study the effectiveness of this technique, the researchers compared it with the existing press-forming approach on a high-strength 980Y steel sheet. Using the existing process, a large degree of springback was observed and the bottom of the U-bend remained curved.
U-bending while pushing up the bottom section with a counterpunch. Image credit: Komgrit LawanwongTo study the effectiveness of this technique, the researchers compared it with the existing press-forming approach on a high-strength 980Y steel sheet. Using the existing process, a large degree of springback was observed and the bottom of the U-bend remained curved.
"On the other hand, the new method delivered the best result for the springback angle—almost zero—together with a flat bottom," the researchers say in a write-up of their results that appears in the Journal of Materials Processing Technology.



