Advanced process control for injection molding
S. Himmelstein | December 30, 2019An advanced injection molding process control solution for sequential valve gate control streamlines part production while offering cost and time savings. The system demonstrated by RJG and HRSflow supports sequence mold filling based on what is happening in the tool instead of timing the process or depending on screw position.
Sensors were placed in three different-sized cavities of a family mold for automotive interior door panel parts. 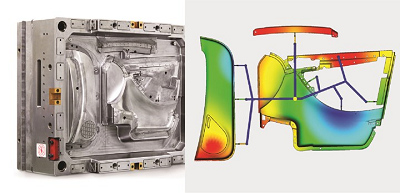 The addition of temperature, pressure and deflection sensors allow the family mold to run parts of different dimensions. Source: RJGFive pressure sensors, six mold deflection sensors and five temperature sensors spread throughout the tool fed information to an RJG eDART module, which in turn controlled the HRSflow servo-driven valve gate FLEXflow hot runner system.
The addition of temperature, pressure and deflection sensors allow the family mold to run parts of different dimensions. Source: RJGFive pressure sensors, six mold deflection sensors and five temperature sensors spread throughout the tool fed information to an RJG eDART module, which in turn controlled the HRSflow servo-driven valve gate FLEXflow hot runner system.
Typically, all cavities would experience the same pressure as dictated by the injection piston, so that in a family mold a smaller cavity might be subjected to more pressure than it needs. These conditions can increase the risk for flash or molded-in stress and result in warp. With the advanced control setup, each cavity effectively gets its own pack-and-hold profile, making the process independent of the machine.
The near perfect repeatability of the servo valve gate systems afforded by the control system enhances control of flow regulation so that clamp tonnage of the machine used for a given mold can be reduced, potentially allowing molds to run in smaller, faster, less costly machines. Independent control at each gate eliminates the processing compromise associated with family molds, allowing for the consolidation of components in molds to reduce total project tooling costs.



