Strength considerations in 3D-printed parts: Part 2
Gary Kardys | November 27, 2019This is the conclusion of Welding Digest’s two-part series on strength in 3D-printed parts. Read Part 1 here.
Heat buildup and oxidation
As successive layers are deposited, heat can build-up within an additive part that could lead to grain or microstructure coarsening. The EBM process can take five to 80 hours to cool below 100° C after layer melting is completed, depending on part size and geometry. As such, an additive manufactured-part may experience a significant amount of annealing and recrystallization within the AM process chamber.
Heating certain metal powders or parts in an air atmosphere can result in oxidation or oxide scale formation, so the melting processes (LM, EBD, DED) use inert or vacuum atmospheres. If the atmosphere is not controlled within the metal deposition chamber, then oxidation and contamination of the deposited metal can occur, which can embrittle alloys like titanium. Oxidation can also result in brittle oxide inclusions, which introduces a surface where cracks can initiate. Aircraft grade alloys are often vacuumed arc remelted (VAR) to produce a cleaner, more uniform alloy product with the superior properties required for critical service applications.
Current AM equipment from some suppliers makes the fabrication of parts from oxidation-prone materials difficult. In many systems, the metal powder is frequently loaded in open air. Additive systems from SLM Solutions Group AG use inert gas to protect virgin and recovered metal powder from oxidation such as SLM 280 and 500 selective laser melting (SLM) machines as well as their PSM sieving stations.
Surface finish
AM surfaces tend to be rougher compared to conventional processes. Rougher surface finishes reduce fatigue strength compared to polished samples. Additive parts can be machined, ground, honed or polished to enhance the surface roughness, measured as Ra, or other surface finish attributes. Isotropic superfinishing processes might allow surface finish improvements without alterations to the geometry of the additive manufactured-parts. Extrusion honing or abrasive flow machining could be used to refine the surfaces of internal channels or hollows.
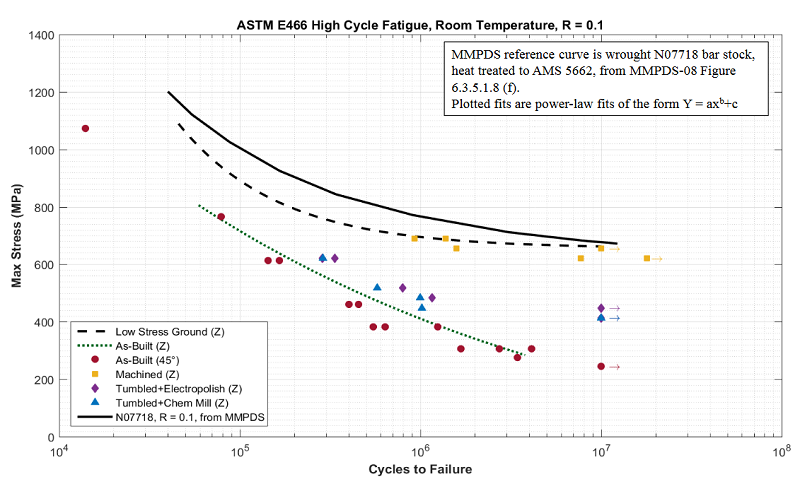 Figure 1: High cycle fatigue (HCF) of additive manufactured Inconel 718, demonstrating impact of surface roughness on fatigue life. Source: NASA
Figure 1: High cycle fatigue (HCF) of additive manufactured Inconel 718, demonstrating impact of surface roughness on fatigue life. Source: NASA
In the NASA technical report “Additive manufacturing overview: Propulsion applications, design for and lessons learned” by Kristin Morgan, engineering project manager from the NASA Marshall Space Flight Center, the fatigue performance of selective laser melted 718 nickel-based alloy (UNS N07718) was determined after various post-build surface finish enhancement treatments. Low-stress ground samples were the closest to approach the properties of the MMPDS design values for NO7718.
Porosity and microstructure
Wrought materials (rolled, extruded or forged alloys) are 100% dense and the mechanical deformation and recrystallization in these “wrought” processes refine the microstructure or grain structure. A good microstructure in an alloy provides more boundaries to stop dislocations and cracks when the metal is bent or stressed. Castings, powdered metal parts and certain additive manufactured-components are not typically 100% dense. For example, printed stainless steels are usually highly porous on a microscopic scale, which makes them weak and prone to fracture. Pores in a material provide initiation points for crack formation.
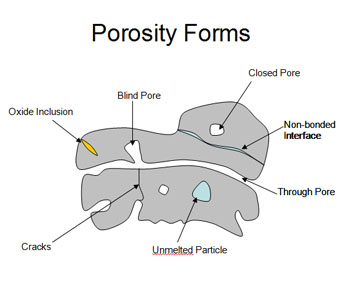 Figure 2: Forms of pores, cracks, inclusions, unfused particles and other defects in deposited materials. Source: Plasma Powders & Systems Inc.Yinmin “Morris” Wang, a materials scientist at Lawrence Livermore National Laboratory (LLNL) in California, said, “The performance has been awful.” The static tensile properties of cast, PM or additive parts are usually equivalent to wrought metal parts, but fatigue and creep properties are sensitive to porosity levels and cleanliness or inclusions.
Figure 2: Forms of pores, cracks, inclusions, unfused particles and other defects in deposited materials. Source: Plasma Powders & Systems Inc.Yinmin “Morris” Wang, a materials scientist at Lawrence Livermore National Laboratory (LLNL) in California, said, “The performance has been awful.” The static tensile properties of cast, PM or additive parts are usually equivalent to wrought metal parts, but fatigue and creep properties are sensitive to porosity levels and cleanliness or inclusions.
According to “The metallurgy and processing science of metal AM” in International Materials Reviews, fabricated additive manufactured-metal parts (especially powder bed processes) typically have columnar, oriented microstructures. Equiaxed growth in EBM additive processes can occur at low temperature gradients with high liquid-solid interface velocities. However, in-situ aging and extensive grain growth can occur in EBM processes as the part cools. Equiaxed or acicular structures tend to have better fatigue characteristics, at least in titanium alloys.
Additive manufactured-properties vary with orientation because directional solidification, residual stress, grain orientation and cracks vary with direction. Every metallurgical process can produce a fiber texture or preferred orientation of the crystal grains within a microstructure. Properties tend to vary with crystallographic direction due to directional solidification, so particular properties could be enhanced or reduced depending on the specific texture. Fatigue crack growth in single-crystal nickel-based alloys is very sensitive to the orientation of the crystals relative to the loading axis, so developing the ability to control microstructure and grain orientation is important for critical aerospace components.



