Hot-dip galvanizing of fasteners
November 06, 2019Corrosion, a natural phenomenon that causes the degradation of metals, results in hundreds of billions of dollars in maintenance and repair costs every year. Corrosion can affect any metal including steel, an alloy of iron and other elements (e.g., primarily carbon) that is widely used to form structural and fastening components in buildings, bridges, vehicles and many other applications. Protecting against corrosion is essential in mitigating its safety risks and repair costs.
One of the most effective means of mitigating steel corrosion is hot-dip galvanizing, especially for fasteners. What follows is an overview of the hot-dip galvanizing production process, benefits of the method, related industry standards and other considerations.
What is corrosion?
 Figure 1: Corrosion gradually degrades metal fasteners via electrochemical oxidation of metal when in the presence of air and water.Bare steel exposed to the environment naturally tends to corrode, or rust, in an electrochemical process involving iron in the steel, oxygen in the atmosphere and water. These elements form an electrochemical cell, which produces an electric current as the result of the flows of electrons and ions along different paths – through an electrolyte (e.g., an acid, base or salt dissolved in water) and through the base material (e.g., steel) – between two regions referred to as the cathode and the anode.
Figure 1: Corrosion gradually degrades metal fasteners via electrochemical oxidation of metal when in the presence of air and water.Bare steel exposed to the environment naturally tends to corrode, or rust, in an electrochemical process involving iron in the steel, oxygen in the atmosphere and water. These elements form an electrochemical cell, which produces an electric current as the result of the flows of electrons and ions along different paths – through an electrolyte (e.g., an acid, base or salt dissolved in water) and through the base material (e.g., steel) – between two regions referred to as the cathode and the anode.
Consider a water droplet on the surface of a steel bolt. Iron on the surface of the bolt, acting as the anode, in contact with the water, acting as the solvent holding the electrolyte, gives up electrons in an oxidation reaction that forms iron ions in the water:
Fe (s) --> Fe2+ (aq) + 2e-
The extra electrons are accepted in a reduction reaction at the point of contact between the edge of the water droplet and the surface of the bolt (i.e., the cathode region) in which oxygen in the air reacts with water to produce hydroxide ions:
O2 (g) + 2H2O (l) + 4e- --> 4OH- (aq)
Hydroxide ions and iron ions in the water droplet then react to form iron hydroxide, which precipitates onto the surface of the bolt:
Fe2+ (aq) + 2OH- (aq) --> Fe(OH)2 (s)
Other redox and acid-base reactions occur alongside these reactions as corrosion proceeds.
A resulting corrosion product is rust (e.g., hydrated ferric oxide) that forms in the reaction between the iron hydroxide precipitate and oxygen in the atmosphere:
4Fe(OH)2 (s) + O2 (g) --> 2Fe2O3·H2O (s) + 2H2O (l)
Pitting in the steel caused by the oxidation reaction exposes fresh iron. Thus, the corrosion process is continual, driven by the energy of oxidation in the electrochemical cell.
Zinc corrosion protection
A coating of zinc over a steel fastener offers a dual defense against corrosion to the underlying metal: barrier protection and cathodic protection. As a barrier, the zinc physically separates the steel from its environment, breaking the electrochemical cell described above and preventing the redox reactions that drive corrosion. The zinc coating also protects steel cathodically. This means that zinc will preferentially corrode instead of steel when the two materials are in contact. The reason for this sacrificial behavior is that zinc is more electrochemically active than steel, and will more readily give up electrons when connected in an electrochemical cell. Thus, zinc will act as the anode and steel as the cathode, causing zinc to corrode and steel to be protected.
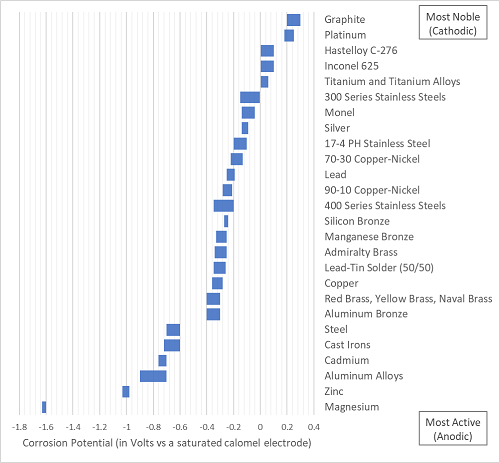 Figure 2: Galvanic series in flowing sea water. Metals with a more negative potential will corrode preferentially when in contact with metals with a less negative potential.
Figure 2: Galvanic series in flowing sea water. Metals with a more negative potential will corrode preferentially when in contact with metals with a less negative potential.
Hot-dip galvanizing, in which steel fasteners are dipped in a hot bath of zinc, is a particularly effective way to form a protective layer of zinc that offers excellent defense against corrosion, including outstanding durability, uniformity of coverage and longevity.
Other common techniques to apply protective zinc coatings to steel fasteners are mechanical plating and electroplating. Compared to hot-dip galvanizing, these methods tend to produce zinc coatings that are thinner, less dense, softer and less evenly distributed. name="_Hlk18571086"> Other zinc coating techniques include sherardizing and thermal diffusion, thermal spray and metallizing, and zinc-rich paints.
Hot-dip galvanizing process
The hot-dip galvanizing process consists of several steps that can be categorized into three main stages: surface preparation, galvanizing and inspection.
Surface preparation is the most vital part of the process since zinc will only bond to clean, pure steel. Any fastener surfaces that contain dirt, grease or other contaminants will not retain a zinc coating. To prepare surfaces for galvanizing, the steel fasteners are submerged in a series of chemical baths.
 Figure 3: The hot-dip galvanizing process.
Figure 3: The hot-dip galvanizing process.
Metallurgical reaction/bond
During immersion in the molten zinc bath, a metallurgical reaction occurs between the zinc and iron in the steel of the fasteners. The reaction results in several intermetallic layers of various thicknesses, consisting of, from the outermost layer to the innermost, decreasing ratios of zinc to iron and varying crystal structures according to the phase equilibria and kinetics of the zinc/iron reaction.
The outermost layer is known as the eta (η) phase and is comprised of pure zinc. Below that is the zeta (ζ) phase made up of around 94% zinc and 6% iron. The next layer is the delta (δ) phase composed of about 90% zinc and 10% iron. The innermost gamma (Γ) phase is a thin layer comprised of about 75% zinc and 25% iron, just above the pure steel substrate.
The exact thicknesses and morphologies of the layers are affected by several factors, including the length of time the fasteners are suspended in the zinc bath, the precise temperature of the bath and the compositions of the zinc solution and the steel alloy substrate. The overall zinc coating thickness produced by hot-dip galvanizing fasteners is between 1.7 mil and 3.4 mil, depending on the size of the fasteners and the process parameters.
Hot-dip galvanizing protection benefits
Zinc patina
The formation of a zinc carbonate patina contributes significantly to the excellent corrosion resistance of hot-dip galvanized coatings.
As the zinc coating is exposed to the environment, it starts to corrode, forming several byproducts and eventually a thin passive film with a slow rate of corrosion. The first byproduct, zinc oxide, forms as zinc reacts with oxygen in the air:
2Zn + O2 --> 2ZnO
Zinc oxide then reacts with water to form zinc hydroxide:
ZnO + H2O --> Zn(OH)2
Finally, zinc hydroxide reacts with carbon dioxide in the atmosphere to form zinc carbonate:
Zn(OH)2 + CO2 --> ZnCO3 + H2O
The zinc carbonate layer serves as a passive film that is insoluble in water and is much less chemically reactive than the zinc and iron beneath it. Unlike iron’s corrosion byproducts (e.g., iron oxide, iron hydroxide, ferric oxides), which tend to crack and flake off, zinc carbonate forms a continuous, protective film that blocks moisture and air, significantly reducing the rate of corrosion compared to bare steel. A hot-dip galvanized fastener corrodes at a rate as low as one-thirtieth the rate of a bare steel fastener.
Durability
 Figure 4: Hot-dipped galvanized bolts. Source: Trissi1234 / CC BY-SA 4.0The hot-dip galvanized coating has excellent durability. This is an important characteristic for fasteners, which are often packaged in bulk and handled frequently, during which less durable coatings might be scraped off.
Figure 4: Hot-dipped galvanized bolts. Source: Trissi1234 / CC BY-SA 4.0The hot-dip galvanized coating has excellent durability. This is an important characteristic for fasteners, which are often packaged in bulk and handled frequently, during which less durable coatings might be scraped off.
Hot-dip galvanizing produces a strong bond between the zinc coating and base steel, with a bond strength around 3,600 psi compared to bond strengths ranging from 300 psi to 600 psi for other coatings. The hot-dip galvanized coating is also denser than other zinc coatings. Hot-dip galvanizing creates a coating with a density of around 0.6 oz/ft2/mil while mechanical galvanizing results in a coating density of only 0.45 oz/ft2/mil.
The intermetallic layers of the hot-dip galvanized coating offer excellent abrasion resistance. The inner zeta, delta and gamma layers have diamond pyramid hardness (DPH) values of 179, 244 and 250, respectively, harder than the base steel’s DPH of 159. The outer zinc layer, with a DPH of 70, offers improved ductility for modest impact resistance.
A hot-dip galvanized coating offers cathodic protection to underlying steel even if the zinc coating is physically damaged, for example by a scratch. If a small section of the underlying steel is exposed, the surrounding zinc coating will preferentially corrode, sacrificing itself before any degradation of the steel occurs.
In addition, hot-dip galvanized coatings remain functional over a wide temperature range from -148° F to 392° F.
Hot-dip galvanized fasteners can also be painted to create a duplex system that offers even greater protection of the base steel. ASTM D6386 describes a process to prepare hot-dip galvanized surfaces for painting.
Complete coverage
The nature of the hot-dip galvanizing process creates a uniform coating. Molten zinc flows over and into all areas of an item, reacting with the steel in a diffusion process that proceeds perpendicularly into the surface, producing a consistent coating thickness on all surfaces including corners and edges. This is of particular importance for fasteners, where the peaks and valleys of threads must receive equally thick coatings to prevent early failure of the coating, as well as to ensure proper fit of the thread into mating fasteners.
Long service life
Hot-dip galvanized coatings have excellent service lives in a variety of environments, including in fresh and saltwater, in soils and in contact with concrete and treated wood. The lifetime of galvanized coatings is proportional to the thickness of the coating. Thicker zinc coatings will last longer, as the corrosion process must penetrate more material before reaching the base steel.
The environment affects the corrosion rates of hot-dip galvanized coatings. Exposure to high temperature, high humidity and high concentrations of electrolytes or pollutants like chlorides, sulfides or phosphates will increase the rate of corrosion and decrease service life. A typical, minimum, hot-dip galvanized zinc coating thickness for fasteners and nuts over 3/8 in diameter is 2.0 mils, and galvanized coatings with an average zinc thickness of 2.0 mils will last around 65 years in mild, rural atmospheres and over 35 years in harsh, industrial atmospheres.
Hot-dip galvanizing standards
There are several standards specifying requirements for hot-dip galvanized fasteners. In the United States, ASTM International’s A153/A153M standard specifies requirements for hot-dip zinc coating on iron and steel hardware, including fasteners, castings and rolled, pressed and forged items. name="_Hlk18570458"> ASTM F2329/F2329M is a newer standard focused entirely on hot-dip zinc coating requirements for fasteners including bolts, screws, washers, nuts and special threaded fasteners.
Fastener-specific considerations
Overtapping nuts and oversizing clearance holes
 Figure 5: Hot-dip galvanized bolts, nuts and washers.Hot-dip galvanizing produces a zinc coating with a measurable thickness, increasing the diameter of a fastener’s thread. The increased dimensions must be accommodated by overtapping the corresponding nut or oversizing the clearance hole to ensure a proper fit and smooth mating with no binding. Once mated, the zinc coating on the external threads of the fastener will protect the internal threads of the nut or threaded hole that have been stripped of zinc during overtapping.
Figure 5: Hot-dip galvanized bolts, nuts and washers.Hot-dip galvanizing produces a zinc coating with a measurable thickness, increasing the diameter of a fastener’s thread. The increased dimensions must be accommodated by overtapping the corresponding nut or oversizing the clearance hole to ensure a proper fit and smooth mating with no binding. Once mated, the zinc coating on the external threads of the fastener will protect the internal threads of the nut or threaded hole that have been stripped of zinc during overtapping.
Consistent manufacturing process
To avoid mismatched bolts and nuts that cause installation issues like bad fit, excessive tightening torque and inaccurate bolt tensioning, galvanized high-strength bolts and nuts should be considered a fastener assembly and should be purchased from the same supplier and manufactured according to the same hot-dip galvanizing process. A hot-dip galvanized bolt should not be used with a mechanically galvanized nut, and vice versa.
Hydrogen embrittlement
Certain high-strength and hardened fasteners should not be galvanized due to a risk of hydrogen embrittlement, which can cause fasteners to crack prematurely under stress. Hydrogen embrittlement can result from the introduction of hydrogen into the steel during the acid pickling step of the hot-dip galvanizing process.
ASTM F2329/F2329M specifies that there is a hydrogen embrittlement risk for high-strength steel fasteners with hardnesses greater than 33 HRC. To reduce this risk, mechanical scaling, instead of or in addition to flash pickling, or baking should be performed if required by the product standard or purchaser.
The Research Council on Structural Connections’ Specification for Structural Joints Using High-Strength Bolts warns of the risk of hydrogen embrittlement for high-strength steel bolts with tensile strengths above 200 ksi, a condition that is possible with ASTM A490 bolts.
Dissimilar metals
Galvanic corrosion, also called dissimilar metal corrosion or bimetallic corrosion, occurs when dissimilar metals are brought into contact in the presence of an electrolyte. The less noble metal (i.e., the metal with the more negative characteristic electric potential) acts as the anode and corrodes, and the more noble metal (i.e., the metal with less negative electric potential) acts as the cathode and is protected.
If the difference in potential between two joined metals is large, corrosion will proceed more rapidly than for two joined metals with only a slight difference in potential. If the difference in potentials between the two metals is less than about 100 mV, galvanic corrosion is unlikely to occur.
Galvanic corrosion is a particular concern for small components like fasteners. Corrosion will proceed rapidly if the ratio of the surface area of the anodic metal to the cathodic metal is small. For this reason, fasteners should be fabricated from a metal with a potential equivalent to that of the metal from which structural components are fabricated; for example, hot-dip galvanized structural components should be assembled with hot-dip galvanized fasteners.
Galvanic corrosion can also be avoided by separating dissimilar metals (e.g., with nonconductive gaskets or coatings like paint) or by preventing moisture from reaching the metals. name="_Hlk18413813">
Slip coefficient
Newly hot-dip galvanized steel is typically smooth, whereas weathered hot-dip galvanized steel has a rougher surface texture. As a result, the surfaces have different slip coefficients, or static coefficients of friction, that should be taken into account for slip-critical bolted structural joints in which shear is resisted by friction between the faying surfaces generated by tightening the bolt.
Preparation of faying surfaces in slip-critical connections must be carried out to guarantee sufficient friction. Newly galvanized steel should be roughened with a wire hand brush to ensure sufficient slip coefficient. The slip coefficient between two hot-dip galvanized faying surfaces will tend to increase over time, reducing the chance of slip. In contrast, bearing connections, which transfer shear force through bolt shear and connection plate bearing, do not depend on the slip coefficients of the faying surfaces.
Conclusion
Hot-dip galvanizing offers durable, long-lasting corrosion protection to fasteners used in a variety of tough applications, including marine, oil and gas, construction and infrastructure.
Bayou City Bolt, the premier supplier of fasteners in the southern U.S., stocks a wide range of hot-dip galvanized bolts and other fasteners and is committed to delivering the best quality products to specification, on time and within budget.
Contact Bayou City Bolt today with your specific requirements.



