Reducing gearbox costs in the aggregate industry
December 16, 2019An understanding of the harsh operating conditions and significant costs of downtime is the first step to reducing gearbox costs in the aggregate industry. Aggregate industry operations include mining, processing and conveying crushed stone, concrete, asphalt, gravel, sand and cement for construction. Equipment used in the aggregate industry includes ruggedized conveyors, crushers, vibrators, feeders and sifters. Aggregate processing equipment must survive severe conditions, such as long operating hours, high loads with numerous starts, stops and reversals, shock and impulse loading, extreme ambient temperatures, and exposure to caustic materials and other contamination. These extreme operational and environmental conditions can cause premature equipment failure, leading to reduced productivity, costly downtime and expensive equipment repairs.
 Figure 1. Aggregate conveyor. Source: Yeongsik Im/Shutterstock.com
Figure 1. Aggregate conveyor. Source: Yeongsik Im/Shutterstock.com
Gearboxes are used extensively in the aggregate industry on equipment such as radial stacker conveyors, feeders and all types of material handling equipment to reduce electric motor speeds and increase torque (Figure 1). Due to the adverse operating conditions, the required motor horsepower and the severity of the application (class of service or service factor) must be considered to correctly size the gearbox. Experience suggests attempting to save money by shortcutting and under-sizing equipment may reduce up-front acquisition costs; however, these initial savings may be minuscule compared to the far larger operating costs incurred in the long run. Undersized or improperly selected gearboxes are prone to premature failure, creating downtime and productivity losses.
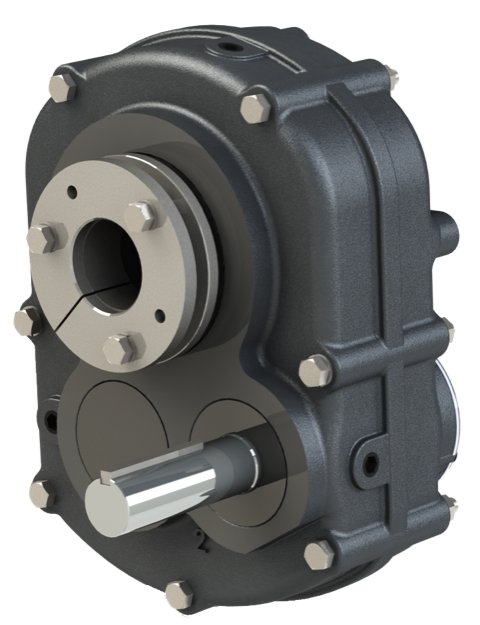 Figure 2. Shaft-mounted gearbox. Source: Worldwide ElectricThere are other means for reducing the downtime and costs of gearboxes used in the aggregate industry. For many years, gearbox manufacturers and users have explored various means and have developed novel approaches to minimize unexpected downtime, increase longevity of gearboxes and thus increase productivity. Using common electro-mechanical drive systems is one approach that may minimize the number of expensive critical spares that must be kept on hand to reduce production downtime. This is accomplished if a company specifies fewer varieties and styles of gearboxes than are used across several different types of equipment, thereby reducing the uniqueness of their drive systems. This enables companies to more affordably stock spare gearboxes and accessories to combat unanticipated equipment failures.
Figure 2. Shaft-mounted gearbox. Source: Worldwide ElectricThere are other means for reducing the downtime and costs of gearboxes used in the aggregate industry. For many years, gearbox manufacturers and users have explored various means and have developed novel approaches to minimize unexpected downtime, increase longevity of gearboxes and thus increase productivity. Using common electro-mechanical drive systems is one approach that may minimize the number of expensive critical spares that must be kept on hand to reduce production downtime. This is accomplished if a company specifies fewer varieties and styles of gearboxes than are used across several different types of equipment, thereby reducing the uniqueness of their drive systems. This enables companies to more affordably stock spare gearboxes and accessories to combat unanticipated equipment failures.
Unlike gearboxes that have a specified ratio or output of revolutions per minute (RPM), shaft-mounted gearboxes (Figure 2) incorporate sheaves and v-belts to offer flexibility in output speed by coupling the prime mover (electric motor) to the gearbox at the first stage of reduction prior to the fixed ratio of the reducer. This concept grants gearbox distributors the luxury of offering fewer enclosures (case sizes) and far fewer ratios — 15:1 and 25:1 are the most common among this genre of gear reducers. The use of v-belts coupled with fewer reducer sizes and ratios affords aggregate plants the ability to instill commonality throughout their operations, and, consequently, lessen their need to purchase several expensive unique spares for their spare parts inventory.
 Figure 3. Hollow-bore gearbox. Source: Worldwide ElectricHollow-bore gearboxes (Figure 3) offer a choice of interchangeable output bushings to enable a common gearbox size to mount onto different conveyor head/shaft diameters. Sheaves and belts are an inexpensive and reliable method to change the conveyor throughput/speed, offering additional flexibility by merely changing the pulley ratio.
Figure 3. Hollow-bore gearbox. Source: Worldwide ElectricHollow-bore gearboxes (Figure 3) offer a choice of interchangeable output bushings to enable a common gearbox size to mount onto different conveyor head/shaft diameters. Sheaves and belts are an inexpensive and reliable method to change the conveyor throughput/speed, offering additional flexibility by merely changing the pulley ratio.
Worldwide Electric has a long history of supplying cost-effective solutions to the aggregate industry. Need assistance with choosing the right gear reducer for an aggregate application? Call Worldwide Electric’s seasoned sales team at 1 (800) 808-2131.




I would consider the use of direct AC Drive motors as a method to shock and vibrations while eliminating the use of clutches in these drive belt equipments.