Basics of electric heaters
July 24, 2019The simplest definition of an electric heater is any device that changes electrical energy into heat energy. But from that simple explanation, electric heaters explode into a myriad of types, sizes, applications and designs, depending upon what is being heated, the degree of heating needed and the method by which the heat is applied.
The measure of electrical energy is called the joule after its discoverer, James Prescott Joule. Through numerous experiments, Joule determined that the quantity (Q) of heat transferred from electrical energy is proportional to the square of the current (I2) multiplied by the resistance (R) for the period of time (t) through which it passes:
However, one seldom sees a reference to joules used in modern electric circuits. Instead, the controlling factor becomes that of power (P):

Note that the only difference between the formula for determining power and that of determining Js is the time component. The time factor in heating becomes readily apparent in any device that gets hot when an electric current flows through it: its temperature rises as time passes.
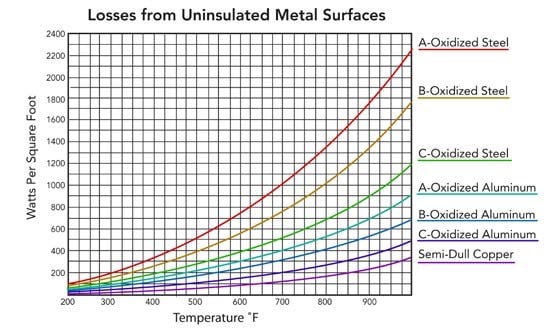 Figure 1.Types of heaters
Figure 1.Types of heaters
Heaters come in many different styles and configurations, each design optimized for a specific application. The selection of a heater depends on the material being heated, the heater style, the sheath material that surrounds the heating element and protects it from the material being heated and the operating voltage of the heater.
Styles of heaters include strip, ring, rope and cable, cartridge, tubular, band, immersion, circulation, process air and duct, radiant, comfort, flexible, tote and drum. The style of heater chosen depends on the application and the type chosen depends on the heated object’s shape, size, and mass, as well as performance requirements.
For example, band heaters work best on cylindrical objects such as tanks and pipes. Cartridge heaters are typically inserted in close fitting holes in large blocks of metal such as platens and molds. And immersion heaters may, as their name implies, be immersed directly into the material being heated. As added protection, an immersion heater may use a heat well, a protective device that isolates the heater from the material being heated but still allows heat transfer to the material. Heat wells also allow immersion heaters to be replaced without the need to drain the tank.
Sheath materials can include steel, incoloy, iron, silicone, kapton, copper, ceramic and glass overbraid, among others, to handle specific materials. The choice of sheath material depends upon the material being heated.
Transfer of heat
When a body starts to generate heat, meaning its temperature rises above that of other nearby objects, it is called a heat source. As its temperature rises, it starts to raise the temperature of the materials in its vicinity using any combination of three different methods - conduction, convection and radiation.
Conduction transfers heat energy from one material to another via direct contact. It is the most direct method of transferring heat energy and is usually considered the most efficient - the highest percentage of heat energy created transfers to the colder object from the heat source.
Convection also uses physical contact to transfer heat energy, but the contact entails the use of an intermediary gas, typically air. In convection heating, the heat source warms the gas. The warmed gas now weighs less per volume measure, producing a buoyancy effect. This buoyancy is easily seen in the flight of hot air balloons. The hot gas rises, creating convection currents that move the heated gas into contact with the colder objects, warming them. The now cooled gas flows back to the heat source where it is warmed again, and the process repeats.
The third method of transferring heat energy, radiation, does not rely on any physical contact between the heat source and the object to be heated. Instead, heat energy is transmitted through space from the heat source to the object in the form of electromagnetic radiation, typically as infrared wavelengths although that is not the only frequency used. For example, microwave ovens use wavelengths many times longer than infrared to heat food while medical diathermy machines use even lower radio frequencies to warm parts of the human body.
Electric heaters use all three methods to warm specific objects, but which of the three methods is the best choice depends upon the application.
Heat losses
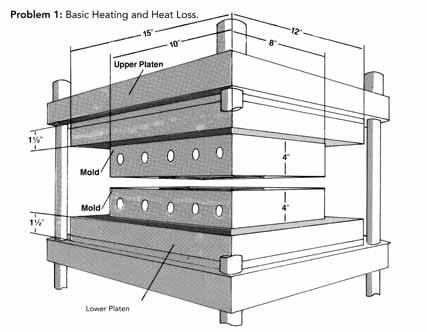 Figure 2. As stated previously, an object subjected to electric heating continues to become hotter as long as current passes through it until it reaches its burnout temperature and the heat source is destroyed. Obviously, when used properly, modern electric heaters do not experience this burnout condition. The answer lies in heat losses, or the transfer of heat away from the heat source, which keeps its temperature down.
Figure 2. As stated previously, an object subjected to electric heating continues to become hotter as long as current passes through it until it reaches its burnout temperature and the heat source is destroyed. Obviously, when used properly, modern electric heaters do not experience this burnout condition. The answer lies in heat losses, or the transfer of heat away from the heat source, which keeps its temperature down.
The term heat loss is typically reserved for heat energy transferred to undesired areas, but heat energy is also transferred to the desired point. All three methods of heat transfer can lead to heat losses. For example, a contact heater placed on the bottom of a container heats the contents of the container. The primary form of heat transfer is via conduction from the heater to the container and then its contents, but conduction losses can occur between the container and any supporting structure. As the container and heater are both in air, a convection heat loss occurs as air circulates around the container. In addition, a hand held 1 ft away from the side of the container can feel the radiated heat loss.
Needless to say, the size of these objects also plays a considerable role. For a container, the amount of radiated heat energy lost is determined by the outer surface area. Assume the container is a 6 in diameter cylinder that is 5 in tall. The surface area of the container (AS) equals the circumference of the container (calculated as either π times the diameter D, or 2π times the radius, R) multiplied by its height (h):

Just enlarging the diameter of the container by 1 in means the surface area of the container increases by 15.7 in2, an almost 17% increase in surface area and thus heat loss. When determining the size of the heating element needed to reach a specific temperature, all of these heat losses must be taken into account.
Basic heat equations
It would appear at first that calculating all of the heat transfers and losses in a design would be a daunting task. Fortunately, a number of equations were developed that help simplify this. First, the equations were divided into three tasks referred to as Equations A, B or C, representing the wattage needed to heat a material to a specific temperature in a given amount of time (Equation A), the wattage needed to overcome the losses at operating temperature (Equation B) and a special calculation needed to reach a melting or vaporizing point (Equation C.)
Equation A calculates the amount of wattage (W) needed to raise the temperature of a material a specific amount in degrees Fahrenheit (ΔF) in a given number of hours (T). First required is the mass (m) of the material being heated and its specific heat value (c):

The mass and specific heat for metallic solids (.pdf), solids other than metals (.pdf) and certain liquids and gases (.pdf) can be found on the Backer Hotwatt website.
Equation B calculates the amount of wattage needed to maintain the temperature of a material based upon its known wattage loss per square foot (WL/SF) multiplied by the area (A) in square feet:

The wattage loss per square foot is found for specific materials in tables located in Backer Hotwatt’s Guide for Heat Losses (.pdf). A sample graph, Losses from Uninsulated Metal Surfaces, is shown in Figure 1. Note that some materials have three different curves identified as A, B or C. Curve A represents the heat losses from vertical surfaces of tanks, pipes and other cylindrical objects as well as the top surface losses from a horizontal surface laid flat. Curve B shows the average heat loss from the top and bottom of a horizontal surface laid flat while Curve C shows the heat loss from the bottom only of a horizontal surface laid flat.
The final equation, Equation C, determines the additional wattage necessary for melting or vaporizing a material. Whenever a material changes state, whether from a solid to liquid, or liquid to gas, it requires an additional influx of energy to initiate the change.
The heat needed to melt a solid material is known as the latent heat of fusion (Hf) while the latent heat of vaporization (Hv) determines the energy needed to change a substance from a liquid to a vapor. The equation for both is identical, with the value of Hf or Hv substituted as necessary for the value H:
Again, m is the weight of the material in pounds, while T is the heat-up time in hours. The values for the latent heat of fusion or vaporization can be found in the same look-up tables used in Equation A.
Specific applications
To heat a liquid requires additional energy due to losses by evaporation. This is usually covered by adding half of the wattage needed to maintain the material’s temperature (Equation B) to that of its initial heating period (Equation A):

To heat a solid to a liquid state temperature requires three different calculations. First, use the solid calculation (Equation A) from the initial temperature of the material to its melting point. Then add in the wattage needed to transition from solid to liquid (Equation C). Finally, use the equation for a liquid material from its melting point to the final temperature:

For example, you want to raise the temperature of solid lead from a room temperature of 70º F to a molten 950º F. The melting point of solid lead is 620º F. That makes the first change in temperature, ∆F1, equal to 620º - 70º or 550º F. The second change in temperature, ∆F2, equals 950º - 620º, or 330º F.
An application example
A steel mold is being used to form polyethylene parts. Every hour 90 oz of nylon is introduced to the mold. The mold itself measures 10 in x 8 in x 4 in. The mold is attached between two stainless steel platens, each measuring 15 in x 12 in x 1.5 in thick. The platens are insulated from the press mechanism with 0.5 in thick insulation. Operating temperature of the mold is 400º F and must reach this temperature in one hour, from an ambient temperature of 70º F.
From Table 1: Properties of Metals
- Specific heat of steel: 0.12 BTU/lb/ºF
- Specific heat of stainless steel: 0.12 BTU/lb/ºF
- Converting cubic inches into pounds (density lb/in2)
From Table 2: Properties of Non-Metallic Solids
- Specific heat of polyethylene: 0.55 BTU/lb/ºF
- From Graph 1: Guide for Heat Losses
- Heat losses curves: A + B @ 400°F
Use Equation A: Wattage required for heat-up.
To heat the mold:

To heat the platens:

To heat the polyethylene (90 oz / 16 oz/lb = 5.6 lb):

Compensation Factor: 20%
(2,101 + 1,800 + 300) × 0.20 = 840 W
Total wattage needed for heat-up = 5,050 W
Equation B: Wattage losses at operating temperature. (See Guide for Heat Losses (.pdf))
Heat loss from mold (vertical surfaces):

Heat loss from platen (vertical surfaces):

Heat loss from platen (horizontal surfaces, uninsulated):
![]()
Heat loss from platen (insulated surface):
![]()
Compensation factor: 20%
(700 + 385 + 350 + 250) × 0.20 = 340 W
Total wattage losses at operating temperature = 2,025 W
Total wattage required for heat-up = 5,050 W
Total wattage required = 7,075 W
The number of holes in the mold would dictate the number of heaters required. Dividing the wattage by the number of heaters will equal the wattage rating of each heater.
Watt density
Watt density is the rated wattage of the heater divided by the overall area being heated. The watt density permitted for any given application depends on how well the material being heated distributes its heat throughout its volume. Water, light oils and metals typically have high heat distribution rates that permit the use of high watt densities. Heavy oils, syrups, hydraulic fluid and other materials with low heat distribution need low watt densities to prevent spot overheating. This can lead to damage of the heating element, the well and even the heated material.
As an example, a 10 in immersion heater is rated at 500 W. There is a 0.5 in cold area at each end, making its total heating length (L) 9 in. The diameter (D) of the heating area is 0.75 in. To calculate the watt density of this heater, first determine the total surface area (As) being heated:
Then divide the wattage of the heater by the surface area:

 Our website lists suggested watt densities for use with various materials. Safe values vary with operating temperature, flow velocity and heat transfer rates. In general, the higher the material temperature, the lower the watt density should be, especially those materials which coke or carbonize, such as oils. Watt densities should be low if a material is being heated to a temperature near the change of state to a vapor occurs, such as water to steam at 212º F. The vapor state has much poorer heat transfer capabilities than liquids, and a watt density chosen for a liquid might be too great for a gas.
Our website lists suggested watt densities for use with various materials. Safe values vary with operating temperature, flow velocity and heat transfer rates. In general, the higher the material temperature, the lower the watt density should be, especially those materials which coke or carbonize, such as oils. Watt densities should be low if a material is being heated to a temperature near the change of state to a vapor occurs, such as water to steam at 212º F. The vapor state has much poorer heat transfer capabilities than liquids, and a watt density chosen for a liquid might be too great for a gas.
Sponsor disclaimer: All information, data and dimension tables in this article have been carefully compiled and thoroughly checked. However, no responsibility for possible errors or omissions can be assumed. It is the express responsibility of the customer to determine the suitability of the product for the intended application and Hotwatt Inc. makes no claims or provides no guarantee in this respect, either written or applied.



