Understanding ceramic pumps and pump materials
Gary Kardys | February 22, 2019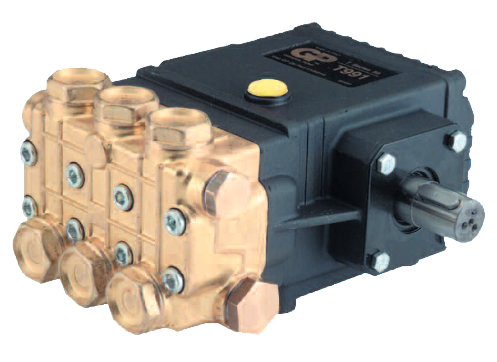
Ceramic pump materials may provide enhanced performance, low wear, high-temperature capability, corrosion resistance and low media contamination.
In general, ceramic materials have extremely high hardness, high melting points, wear resistance, oxidation resistance and corrosion resistance, and also retains these properties at elevated temperatures. Ceramics are chemically inert and resistant to most solvents, acids and alkaline solutions.
These properties often make ceramic an ideal construction material for certain pump components such as plungers, check valve balls, impellers and liners. Ceramics can be manufactured to tight tolerances and clearances of 2 to 5 microns. The tight clearances enable virtually leak-free pumps with no external seals. Ceramics typically have minimal friction as well. Corrosion and wear resistance are influential factors in selecting ceramic pump materials and components.
Ceramic characteristics
Typically, ceramic materials compose pump components such as liners, plungers, cylinder walls, balls and impellers, which are in contact with abrasive or corrosive media (e.g., liquids, slurries, hot gases). Sliding components within the drive portion of the pump also benefit from the low friction, tight tolerances and the ability to run dry or without lubrication. Ceramics are brittle, low-toughness materials, so plastic or metal housings and backings are used behind the ceramic components for support and durability.
Pump designs must be adjusted for ceramic materials properties such as thermal expansion, brittleness or manufacturing. For instance, blind, threaded holes are not suitable in a brittle material.
The highly smooth or low-roughness surface finish generated on ground and polished ceramic surfaces dramatically extends packing seal life. Many pumps and valves provide the option of ceramic face seals to provide leak tightness in applications with abrasive slurries and corrosive liquids. The close-coupled centrifugal pump from Price Pump Company and the Chemflo 8 end-suction centrifugal pump from MP Pumps are examples of pumps with optional ceramic face seals. Ceramic seals extend pump life and the time between seal maintenance or replacement cycles.
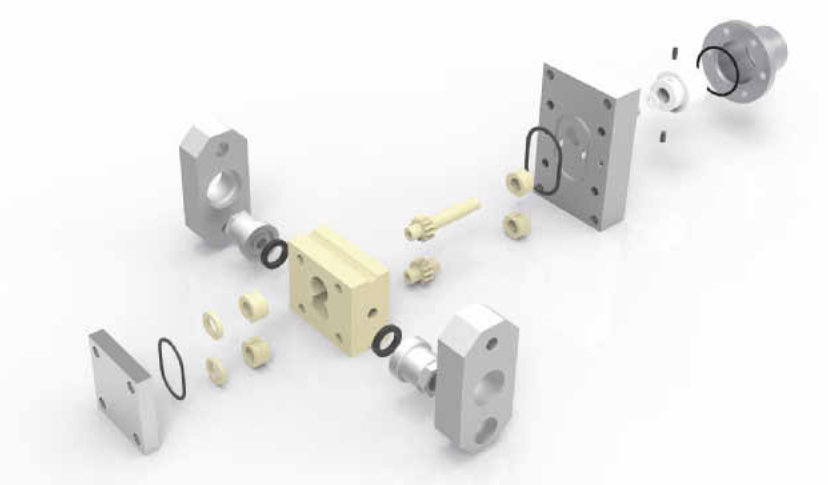 Figure 2. Diagram of ceramic gear pump components such as bearings, shafts, housings and shims made of zirconium oxide. Source: Witte Pumps & TechnologyIn some applications, a ceramic coating on a pump component is sufficient to provide enhanced wear resistance performance. For instance, the Exel ceramic-coated horizontal piston pump from Binks has ceramic-coated piston rods, piston, and seats. These are intended to resist wear from highly abrasive fluids and can last longer than hard chrome pistons.
Figure 2. Diagram of ceramic gear pump components such as bearings, shafts, housings and shims made of zirconium oxide. Source: Witte Pumps & TechnologyIn some applications, a ceramic coating on a pump component is sufficient to provide enhanced wear resistance performance. For instance, the Exel ceramic-coated horizontal piston pump from Binks has ceramic-coated piston rods, piston, and seats. These are intended to resist wear from highly abrasive fluids and can last longer than hard chrome pistons.
For more extreme wear and high-temperature applications, a solid ceramic pump component might be warranted. General Pump offers a 316 stainless steel triplex pump, which has solid ceramic plungers. In some applications, a fully ceramic pump is required to withstand high temperatures, highly corrosive media or to operate along with lubrication. For instance, Witte Pumps & Technology designs and builds custom pumps manufactured completely of ceramic. Its ceramic pumps are used for transporting highly corrosive salt brine at temperatures of 550° C.
In “Soft shell, hard core”, experts from Witte Pump & Technology explain how the low-friction properties of ceramic can be used in pump designs where external lubrication or lubrication from the media is possible. Witte used low-friction ceramic bearings in a military application moving a low-viscosity fluid incapable of lubricating the pump. It also made a magnetically driven ceramic gear pump for moving sulfuric acid at a temperature of over 130° C. The acid-contacting parts (e.g., housing, bearing, gearwheels) consist of zirconium oxide.
 Figure 3. Solid ceramic, hollow ceramic and ceramic-coated pump plungers, packing and valves for extreme-duty applications. Source: CoorsTekCeramic pumps are highly prized by engineers in the pharmaceutical, food and beverage, medical and cosmetics industries for their cleanability, durability and precision filling. They are an important process system component in high-production dispensing environments. Ceramic filling pumps are excellent at dosing small and medium volumes of sterile liquids, as ceramic use chemically inert and biocompatible.
Figure 3. Solid ceramic, hollow ceramic and ceramic-coated pump plungers, packing and valves for extreme-duty applications. Source: CoorsTekCeramic pumps are highly prized by engineers in the pharmaceutical, food and beverage, medical and cosmetics industries for their cleanability, durability and precision filling. They are an important process system component in high-production dispensing environments. Ceramic filling pumps are excellent at dosing small and medium volumes of sterile liquids, as ceramic use chemically inert and biocompatible.
Ceramic’s low wear rate means the media typically can be expected to experience little to no contamination from the pump. The ceramic plungers and components provide a long-life pump, which allows the filling pump to operate for 10 years in a high-volume production plant with minimum maintenance.
Ceramic filling pumps are typically seal-less and can be run dry without damage. They may be well-suited for clean-in-place and sterilize-in-place processes because ceramics are unaffected by high temperatures and harsh chemicals. Several manufacturers make ceramic pumps for filling and dosing, such as Innovacera, Neoceram, McDanel Advanced Ceramic Technologies and Ivek.
Ceramic pump materials selection
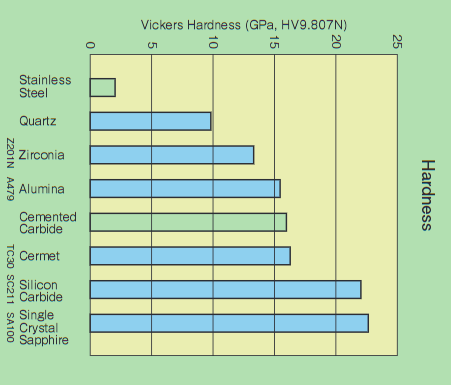 Figure 4. Hardness values of various ceramic pump materials. Source: KyoceraCommon ceramic pump materials include aluminum oxide (alumina), zirconium oxide (zirconia), alumina-zirconia, sapphire (single crystal alumina), quartz, fused silica, silicon nitride and silicon carbide. The specific ceramic selected will depend on the media pumped and the media temperature, as well as the material toughness, refractoriness, hardness, strength, wear resistance and corrosion resistance. As the figure shows, although all common ceramic pump materials are harder than stainless steel, a wide hardness variation occurs between different ceramic materials.
Figure 4. Hardness values of various ceramic pump materials. Source: KyoceraCommon ceramic pump materials include aluminum oxide (alumina), zirconium oxide (zirconia), alumina-zirconia, sapphire (single crystal alumina), quartz, fused silica, silicon nitride and silicon carbide. The specific ceramic selected will depend on the media pumped and the media temperature, as well as the material toughness, refractoriness, hardness, strength, wear resistance and corrosion resistance. As the figure shows, although all common ceramic pump materials are harder than stainless steel, a wide hardness variation occurs between different ceramic materials.
Cost and manufacturability are additional material selection factors. Alumina would be relatively less expensive compared to single crystal sapphire. Alumina parts can be molded from alumina powder and then sintered or fired, followed by final machining or grinding to precision dimensions. Sapphire parts need to be ground from a boule or grown with a specific profile. Sapphire can have superior properties for specific applications. Sapphire is fully dense, while some fired ceramic or alumina components might be 90% to 98% dense. Some alumina materials have lower purity or silica additions. Sapphire is a high-purity, hard material that withstands thermal and environmental shock, while providing high wear resistance and chemical compatibility.
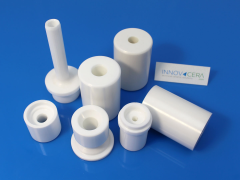 Figure 5. Zirconia pump parts. Source: InnovaceraThe Swiss Jewel Company manufactures sapphire seats as well as sapphire and ruby balls for pump and valve applications. The company also provides alumina, zirconia and silicon nitride balls for less demanding end uses. Ceramic balls and ball seats are used as seal-less check valves in pumps. CoorsTek provides ceramic pumps and pump components, such as ceramic balls, solid ceramic plungers, hollow ceramic plungers and ceramic-coated stainless steel plungers and extension rods. Ceramic plungers work exceptionally well for most saltwater, chemical and metering applications when corrosion and abrasion resistance is a problem.
Figure 5. Zirconia pump parts. Source: InnovaceraThe Swiss Jewel Company manufactures sapphire seats as well as sapphire and ruby balls for pump and valve applications. The company also provides alumina, zirconia and silicon nitride balls for less demanding end uses. Ceramic balls and ball seats are used as seal-less check valves in pumps. CoorsTek provides ceramic pumps and pump components, such as ceramic balls, solid ceramic plungers, hollow ceramic plungers and ceramic-coated stainless steel plungers and extension rods. Ceramic plungers work exceptionally well for most saltwater, chemical and metering applications when corrosion and abrasion resistance is a problem.
Yttria-stabilized zirconia is advantageous for pump plungers or pistons due to the Figure 6. Hexaloy silicon carbide ceramic pump parts and other components. Source: Saint-Gobain material’s high toughness, refractoriness, hardness, strength, wear resistance and corrosion resistance. Xiamen Unipretec Ceramic Technology Co. Ltd. and Xiamen Innovacera Advanced Materials Co. Ltd. manufacture zirconia ceramic plungers and pistons for high-pressure plunger pumps, automatic filling machines, medical controlled-volume pumps and syringe pumps. The NGK Spark Plug Company Co. Ltd. provides wear-resistant pump parts such as alumina and zirconia plungers, fluid control valves and balls for pumps and pumping systems.
Figure 6. Hexaloy silicon carbide ceramic pump parts and other components. Source: Saint-Gobain material’s high toughness, refractoriness, hardness, strength, wear resistance and corrosion resistance. Xiamen Unipretec Ceramic Technology Co. Ltd. and Xiamen Innovacera Advanced Materials Co. Ltd. manufacture zirconia ceramic plungers and pistons for high-pressure plunger pumps, automatic filling machines, medical controlled-volume pumps and syringe pumps. The NGK Spark Plug Company Co. Ltd. provides wear-resistant pump parts such as alumina and zirconia plungers, fluid control valves and balls for pumps and pumping systems.
Saint-Gobain and Kyocera provide silicon carbide pump parts and materials. Silicon carbide has higher hardness and chemical resistance compared to alumina and zirconia ceramics. Saint-Gobain’s Hexaloy silicon carbide materials are used in nozzles, pumps and valve trim applications. Kyocera’s silicon carbide maintains strength up to 1400° C, which is useful in pumps moving high-temperature media.
Ceramic pumps and ceramic pump parts offer advantages compared to metal and plastic counterparts. They also have some limitations that may restrict their widespread use, including cost, manufacturing, design adjustments and brittleness. In certain corrosive and abrasive applications and in high-volume, precision-filling end uses, however, ceramic pumps are the optimal choice.



