Smart Aluminum-Temperature Sensors for Industry 4.0
Fiona Turner, Ph.D, physics section manager at Ametek Land | November 01, 2018If mechanization, electrification and computer control are the three already-complete industrial revolutions, then Industry 4.0 represents a fourth industrial revolution bringing autonomous control. It is a vision of the near future, whereby a smart factory might control itself based on detailed feedback from vast networks of sensors at all stages of a process, with intelligent modelling and interpretation of their signals. In Industry 4.0 terminology, the key features are interconnectivity of cyber-physical systems, which handle big data by means of cognitive computing.
Ametek Land designs and manufactures infrared temperature measurement instrumentation. The current product range for the aluminum industry is based on the Spot Aluminum Extrusion, Quench and Strip (AL EQS), a spot pyrometer that runs complex embedded software algorithms for both temperature and emissivity outputs. Coupled with a smart actuator for automatic alignment, the Spot AL EQS can provide accurate temperature measurement for most current extrusion, quench and strip applications. Ametek Land is now focusing development efforts towards facilitating Industry 4.0 levels of data capture, interpretation, management and autonomy.
With Modbus transmission control protocol communication and a 10 ms response time, huge amounts of data can be captured quickly. This big data may be useful for quality purposes. However, it is cognitive computing that opens up new opportunities for smart control and autonomous operation through the intelligent interpretation of data from multiple instruments, with application appropriate logging of derived parameters.
Smart Control for Perfect Pressing
Aluminum must be extruded within a tight temperature band. Too hot and the surface finish is ruined; too cold an extrusion or too slow a quench and it will not achieve the required hardness. Historically, manual measurements would be made occasionally with a surface thermocouple as the profile was moving, so the thermocouple had to move along at the same speed while it measured. Such measurements were performed infrequently, so active feedback was not possible. Press settings that had worked well in the past were generally adopted and tweaked if post-process quality measurements were not up to standard.
Now, with a temperature profile of every billet and active feedback from an Ametek Land Spot AL EQS thermometer at the press exit, the extrusion press can be fine-tuned to produce a perfect “top-hat” temperature profile. The graphs in Figure 1 show data taken before and after integration of a Spot AL EQS in extrusion press control system to provide immediate feedback of press exit temperature.
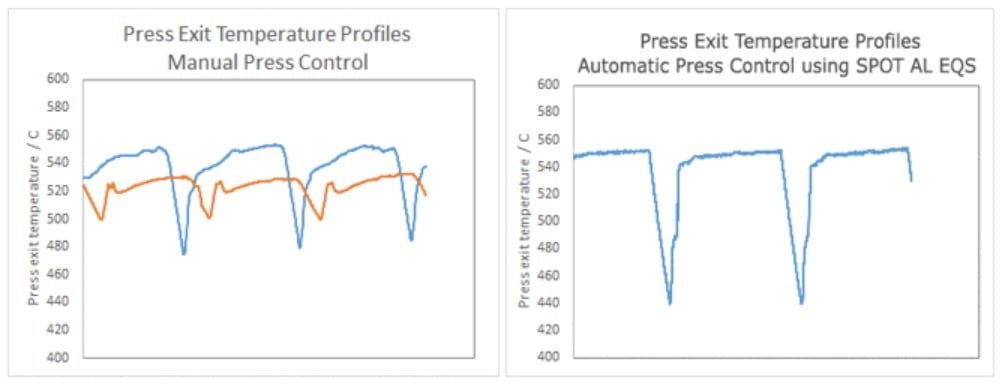 Figure 1: Press exit temperature profile graphs for manual press control and automatic press control.
Figure 1: Press exit temperature profile graphs for manual press control and automatic press control.
Further down the line the quench rate can also be optimized. Press and quench exit temperatures can be integrated with a speed sensor to derive quench rate, which is directly linked to material hardness. Figure 2 shows Ametek’s Spot Extrusion and I/O Manager software.
 Figure 2: Spot Extrusion and I/O Manager software.
Figure 2: Spot Extrusion and I/O Manager software.
In this example, two Spot AL EQS thermometers are mounted at the press exit and quench exit positions. Once the user has entered their separation, live input from a Doppler speed sensor, which measures the rate of the movement of the extrusion, enables calculation of the quench rate between the two positions.
Alarms can be triggered in real time if conditions exceed permitted ranges to stop production long before an off-line quality check could identify a problem. Alternatively, providing a full log of processing conditions can guarantee quality to the end user.
Automatic Alignment for Autonomous Operation
Perfect pressing requires alignment of the thermometer with a profile. On modern presses, multi-cavity dies are common, so the number of cavities may change every few minutes. A single thermometer mounted above the press exit, which points downwards, no longer suffices. It would look straight through the gap in the middle of a symmetrically distributed even number of profiles. Historically, an operator would manually adjust the position of the thermometer, possibly climbing over the hot extrusion to do so. Industry 4.0, as well as a modern health and safety culture, demands automatic alignment.
Ametek Land has developed an intelligent actuator to enable autonomous operation of the temperature monitoring and control system. Mounted above or to one side of the profiles, the actuator rotates the axis of the thermometer to scan across all the extruded profiles, and then selects one profile to monitor during continuous operation.
The selected profile should be the one that a human operator would choose instinctively. The computer algorithm for profile selection is surprisingly non-trivial, and the final system allows several configurable user options during the commissioning phase. Profiles are identified as regions in the scan with a temperature above a threshold value related to the maximum temperature of the current scan, but also related to the maximum scan temperature seen previously at that position in an example of machine learning.
An algorithm that endeavors to emulate human choice selects the measurement profile. If a user were to select a profile by eye, a user would prefer the profile that subtended a wider view to the thermometer and was least likely to move out of view, compared to a slightly hotter profile that presented only a narrow target. In this screenshot (Figure 3) of the actuator/Spot-embedded webservers, the dotted green line on the graph indicates the chosen measurement position.
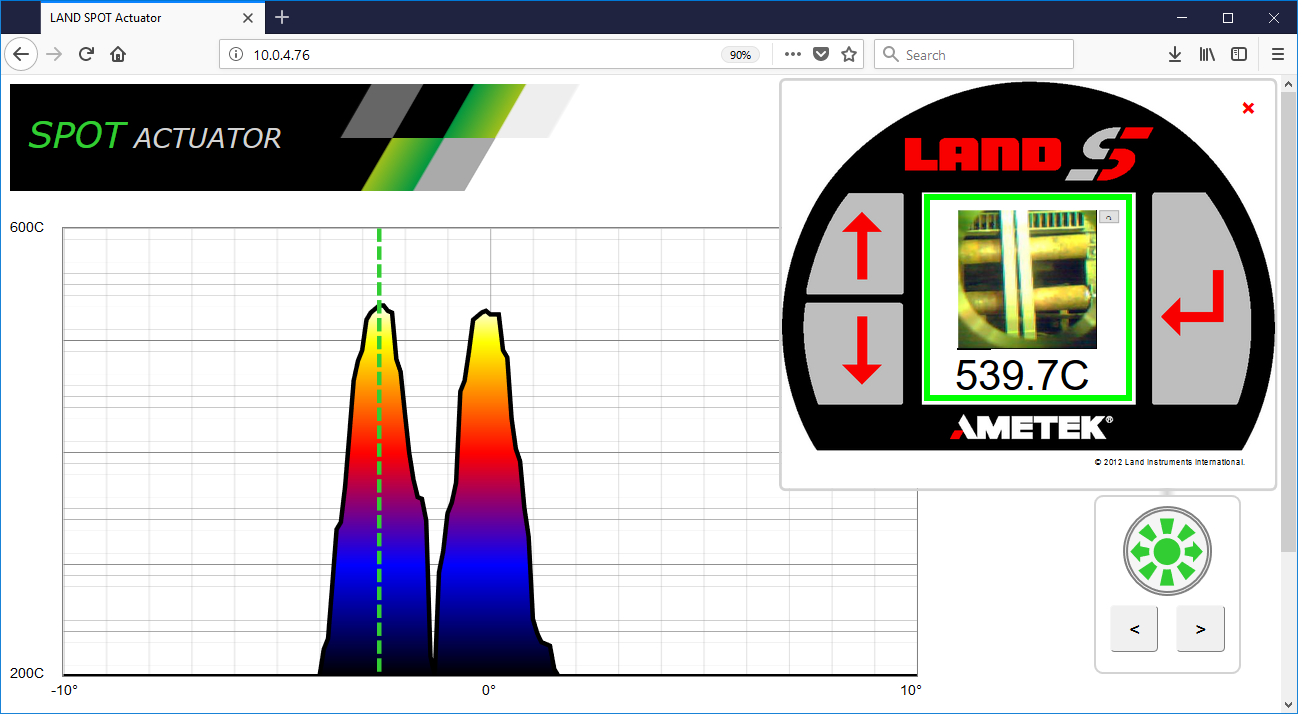 Figure 3
Figure 3
Once the automatic alignment is complete, the selected position is held while the extrusion temperature profile for each billet is measured and controlled to enable the perfect pressing. The scan data itself is useful. The variation in peak temperatures between separate profiles at the press exit, as shown in the graph, contributes to perfect pressing in a second way. A profile that runs at a higher temperature indicates an increasingly obstructed cavity, so a press exit scan can form a valuable health check. Further down the line, a multiple profile scan performed after the quench section provides a similar health check on the even distribution of the air- or water-quenching system and serves as a quality record of the quenching validity across all profiles.
Scans can be triggered automatically on die change to align the thermometers correctly with a profile in the new arrangement. Scans may also be triggered automatically for particular billets or at pre-set time intervals to correct for gradual settling of the die. True autonomy occurs if the system itself detects when it needs to trigger a scan.
Ametek Land has introduced a threshold-scan trigger option, in which the actuator triggers a scan if the temperature falls below a threshold percentage of its maximum value. This is particularly important at post-quench locations at which profiles may not be tightly constrained laterally as they run along a roller bed and can appear to wander from side to side. In threshold-triggering mode, the actuator can be set to repeat its scan if the measured temperature drops by a user-configurable percentage.
The threshold-scanning mode currently provides automatic re-alignment once profile movement has occurred. Coupled with software that holds the previous temperature measurement while doing a quick scan, it can be invisible to the press control software. However, a further enhancement is under development to offer more subtle tracking.
The Spot AL EQS algorithm works with low emissivity surfaces. The AL EQS algorithm works by fitting the current measurements to a complex, pseudo-3D dataset of previously calibrated emissivity, radiance and temperature values for different aluminum alloys. From the radiance received at the different wavelengths of the thermometer, emissivity as well as temperature can be calculated.
Emissivity is a function of alloy type, wavelength and temperature, but once the Spot has been aligned with a profile during its scan, and its measured values are used to perfect the press control settings, the emissivity values at the Spot measurement wavelengths should not change during that press. Any fall in the measured value is likely due to misalignment.
For example, consider an alloy with emissivity 0.1 being pressed at temperature of 550° C. If the measurement spot of the SPOT AL EQS was correctly aligned in the middle of the hot profile, it would be measured as temperature of 550° C and emissivity 0.1. If the target spot was aligned with half of its area off the side of the hot profile, it would be measured as temperature of 550° C but emissivity closer to 0.5.
Thus, by monitoring the calculated emissivity during steady-state pressing, it is possible to identify when misalignment is starting to occur before the measured temperature has been affected and move the actuator a step or two to realign. Ametek’s next-generation actuator will feature an additional scan tracking mode based on emissivity monitoring.
In these ways, Ametek Land provides the Industry 4.0 vision for the future of aluminum extrusion. With an interconnectivity of smart thermometers and actuators, handling big data by cognitive computing will automatically scan to identify profile positions after a die change; alert the customer to uneven die cavity or quench conditions; provide temperature measurements for perfect press/quench control; and make slight positional adjustments to track wandering profiles.



